Залогом качественной сварки является правильное поддержание и перемещение электрической дуги. При слишком длинной дуге происходит окисление и азотирование расплавленного металла, разбрызгивание его капель и создание пористой структуры шва.
Ровный, красивый и качественный шов получается только при правильном размере дуги и ее равномерном перемещении. Оно может происходить по трем основным направлениям.
как научиться работать электросваркой
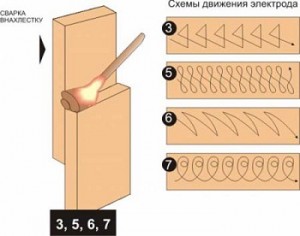
Схема внахлест
Поступательное перемещение сварочной дуги происходит вдоль оси электрода. С помощью этого движения можно поддерживать необходимую длину дуги, зависящую от скорости плавления электрода. Его длина уменьшается по мере плавления одновременно с увеличением расстояния между ним и сварочной ванной. Чтобы этого не происходило, электрод надо перемещать вдоль оси, тем самым поддерживая постоянную длину дуги. При этом очень важно поддерживать синхронность укорочения электрода с его перемещением в сторону сварочной ванны.
Как научиться варить электросваркой
Потолочный шов
Продольное перемещение электрода по оси свариваемого шва способствует формированию так называемого ниточного сварочного валика, толщина которого находится в зависимости от диаметра электрода и скорости его передвижения. Как правило, ширина ниточного сварочного валика 2 — 3 мм превышает диаметр электрода. Строго говоря, это уже и есть сварочный шов, только очень узкий. Чтобы создать прочное сварочное соединение одного этого шва будет недостаточно. Поэтому, при перемещении электрода вдоль направления оси сварочного шва необходимо выполнять еще одно движение, с направлением поперек сварочного шва.
как правильно варить металл
Тавровый шов с односторонней разделкой
Применение поперечного движения электрода позволяет получить требуемую ширину шва. Его выполняют колебательными возвратно-поступательными движениями. Ширина таких поперечных колебаний электрода для каждого конкретного случая определяется индивидуально, и сильно зависит от положения и размера шва, свойств свариваемых материалов, формы разделки и требований, которые предъявляются к сварному соединению. Как правило, ширина шва колеблется в пределах от 1,5 до 5,0 диаметров электрода.
пособие по электросварке
Сварка с опиранием электрода
В результате все три движения, накладываясь друг на друга, создают достаточно сложную траекторию движения электрода. На практике у каждого опытного мастера есть свои навыки выбора траектории перемещения электрода. Классические траектории движения электрода, выполняемые при ручной дуговой сварке, представлены ниже на рисунках. Но в любом случае, траектория перемещения дуги должна выбираться так, чтобы кромки соединяемых деталей проплавлялись, образуя необходимое количество наплавленного металла и заданную форму шва.
технология ручной дуговой сварки - сварные швы
Нижние многослойные швы
В процессе выполнения электродуговой сварки металлов электрод может выгорать почти полностью — остается только небольшой кусочек стержня в зажиме держателя. Если к этому моменту шов не удается закончить, то сварку следует временно прекратить. После замены электрода надо удалить шлак и снова возобновить сварку.
Техника сварки вертивальных швов
Схема движения электрода при выполнение вертикальных швов
Чтобы завершить оборванный шов, дугу зажигают на расстоянии 12 миллиметров от углубления, которое образовалось на конце шва и называется кратером. Для этого электрод возвращают к кратеру с целью образования сплава нового и старого электродов, а потом снова начинают его перемещать по первоначально выбранной траектории.
как правильно пользоваться электросваркой
Горизонтальный шов на вертикальной плоскости
Преимущества ручной дуговой сварки:

возможность выполнения работ в местах с ограниченным доступом;
возможность сварки различных видов сталей благодаря очень широкому выбору выпускаемых типов электродов;
возможность сравнительно быстрого перехода от одного соединяемого материала к другому;
возможность проведения сварки из любых пространственных положений;
простота и достаточно легкая транспортабельность сварочного оборудования.
К недостаткам электродуговой сварки металлов можно отнести:
вредные условия процесса выполнения сварки;
низкие производительность и КПД в сравнении с другими видами сварки;
зависимость качества соединений от квалификации сварщика.