Как научиться варить электросваркой
Профессии сварщика обучают в колледжах, профессионально-технических училищах, курсах. Обучение проводится три года на базе девятых и два года на базе одиннадцатых классов.
Если же вы не собираетесь работать сварщиком, но хотите узнать, как научиться работать электросваркой, чтобы самому, при необходимости, уметь что-либо заварить, можете воспользоваться советами этой статьи, или литературой из серии «Электросварка самоучитель». Конечно при этом вы не станете сварщиком экстра класса, но этого ведь и не требуется. Главное — понять как правильно пользоваться электросваркой, изучить основы электросварки, научиться основным приемам работы.
Азы электросварки
Прежде всего, надо приобрести сварочный аппарат и электроды, которыми надо запастись в приличном количестве, так как в процессе обучения, их много придется испортить, прежде чем вы добьетесь первого положительного результата. Электроды для сварки своими руками выбирайте диаметром 3 мм. Для обучения в домашних условиях они самые подходящие, так как более тонкие подходят для очень тонкого металла, варить который могут только опытные сварщики, а более толстые сильно нагружают электросеть.
Электросварка своими руками
Ручная дуговая сварка для начинающих — нелегкое, но вполне осуществимое дело, хотя и требует большой усидчивости. Нужно только побольше практиковаться. А процесс обучения лучше проводить под присмотром профессионалов, которые могут помочь советом и исправить ошибки.
Чтобы понять, как правильно варить металл, воспользуйтесь каким-нибудь ненужным металлическим куском. Заранее поставьте рядом ведро воды. Ни в коем случае не выполняйте работу на деревянном верстаке. Соблюдайте осторожность, так как даже маленькие остатки уже использованного электрода могут вызвать пожар.
Надежно прикрепите зажим «заземления» к детали. Кабель должен быть хорошо изолирован и заправлен в держатель. После этого можете выставить значение мощности тока на сварочном аппарате. Оно должно соответствовать диаметру электрода.
Сварной шов разные пространственные положения
Пространственные положения сварного шва
Теперь можно попробовать зажечь дугу. Для этого установите электрод под углом около 60 градусов по отношению к заготовке. Очень медленно проведите по поверхности электродом. После появления искр прикоснитесь электродом к заготовке и приподнимите его так, чтобы зазор не превышал 5 миллиметров. Если все сделано правильно, то зажжется дуга. Такой зазор нужно поддерживать на протяжении всего времени работы. Учтите, что электрод будет выгорать. Перемещать его надо медленно. Если произойдёт залипание электрода, то качните им в сторону. Если дуга длиной 2 — 3 миллиметра не зажигается, то необходимо увеличить силу тока на сварочном аппарате. Старайтесь получить устойчивую дугу длиной 3 — 5 миллиметров между деталью и концом электрода.
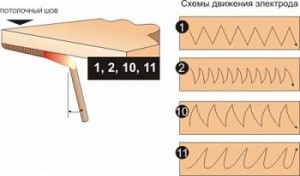
Если у вас все получилось с зажиганием и поддержанием дуги, то можете попробовать наплавить валик. Для этого надо зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения (подробнее смотрите ниже). Расплавленный металл как бы «подгребайте» к центру дуги. В итоге должен получиться красивый шов, имеющий маленькие волны из наплавленного металла.
Технология ручной дуговой сварки
Для образования и удержания электрической дуги к свариваемому изделию и электроду от источника питания поступает сварочный ток (постоянный или переменный).
электросварка своими руками
Схема движения электрода
При подсоединении положительного полюса источника питания (анода) к изделию, производится ручная дуговая сварка прямой полярности. Если к изделию подключен отрицательный полюс, то выполняется сварка обратной полярности. Под действием дуги металлический стержень электрода (так называемый электродный металл), его покрытие и материал изделия (основной металл) расплавляются. Электродный металл, теперь представляющий собой отдельные капли, покрытые шлаком, поступает в сварочную ванну, в которой смешивается с основным металлом, при этом расплавленный шлак выходит на поверхность.
Величина сварочной ванны зависит от пространственного положения и режимов сварки, конструкции сварного соединения, скорости перемещения дуги на поверхности изделия, размеров и формы разделки соединяемых кромок и т. д. Она обычно колеблется в следующих пределах: ширина 8 — 15 мм, глубина до 6 мм, длина 10 — 30 мм.
Длиной дуги называется расстояние от одного активного пятна на поверхности сварочной ванны до другого на расплавленной поверхности электрода. При плавлении покрытия электрода над сварочной ванной и около дуги образуется газовая атмосфера, вытесняющая воздух из сварочной зоны сварки и предотвращающая его взаимодействие с расплавленным металлом. В ней также находятся пары легирующих элементов электродного и основного металлов.
Покрывающий поверхность сварочной ванны и капель расплавленного электродного металла, шлак препятствует их взаимодействию с атмосферным воздухом и способствует очищению от примесей расплавленного металла.
При постепенном удалении дуги металл в сварочной ванне кристаллизуется, образуя шов, соединяющий свариваемые детали. На его поверхности образуется слой застывшего шлака.