Техника безопасности на сварочном участке
Проверить исправность средств индивидуальной защиты и предохранительных приспособлений (щитки, темные стекла, очки и т.д.). Запрещается надевать промасленную и рваную спецодежду и обувь.
Привести в порядок рабочее место, убрать лишние предметы, мешающие в работе, а также легковоспламеняющиеся материалы. Не устанавливать сварочные аппараты в загроможденных местах.
Электросварщик путем проверки должен убедиться в полной исправности электросварочной аппаратуры, измерительных приборов, изоляции токоведущих проводов, плотности соединения всех контактов. Заземление сварочной установки (корпус аппарата, стол и т.д.) должно выполняться с помощью гибких медных проводов перед началом работы и не сниматься до ее окончания.
Помнить, что рабочее место сварщика должно иметь хорошую освещенность не менее 150лк, на что перед началом работы необходимо обратить внимание.
Знать, что при ведении сварочных работ необходимо обеспечить рабочее место средствами пожаротушения.
Требования безопасности во время работы
Следить, чтобы руки, обувь и одежда были всегда сухими, так как работа электросварщика связана с применением электрического тока.
Напряжение на зажимах генератора или трансформатора, применяемых для питания электросварочных постов, в момент зажигания дуги не должно превышать 110 В для машин постоянного тока и 70 В для машин переменного тока.
Провода, подводящие ток к распределительному щиту и от него к местам сварки, должны быть надежно изолированы путем заключения их в резиновые шланги. Эти провода должны быть защищены от действия высокой температуры и механических повреждений. Запрещается пользоваться проводами с нарушенной изоляцией, имеющих оголенные соединения и т.д.
Для защиты лица и головы следует пользоваться специальным щитком или шлемом-маской. Если щиток или шлем имеют щели или трещины в стеклах, работать в них запрещается.
Швы от шлака очистить металлической щеткой и при этом надевать защитные очки.
Резать и сваривать металл навесу не разрешается.
Во избежании разбрызгивания расплавленного металла предварительно очистить место сварки.
Не оставлять электродержатель под током без надобности.
Рабочее место электросварщика необходимо ограждать ширмой, окрашенной в матовый цвет в целях защиты глаз рабочих, занятых поблизости на других работах. Стационарное место работы электросварщика должно быть оборудовано вытяжной вентиляцией.
При необходимости сварочных работ вблизи электроустановок кабелей и других токоведущих частей электроустановок, последние должны быть ограждены от возможного прикасания.
Запрещается одновременное производство сварочных работ и работ с пневмоинструментом на одной конструкции или на одном предмете.
При производстве сварочных работ в сырую погоду (под навесом или в сырых помещениях) кроме резиновых диэлектрических галош необходимо применять деревянный настил и резиновый коврик.
Закрытые металлические емкости должны быть освещены светильниками, расположенными снаружи, или ручными переносными лампами напряжением не более 12 В. Трансформатор для подключения переносных ламп устанавливается вне свариваемого объекта, вторичная обмотка его должна быть заземлена.
Запрещается одновременная работа внутри закрытых конструкций электросварщиков и газосварщиков.
Требования безопасности по окончании работы
Электросварщик обязан:
Отключить от электрической сети сварочный агрегат.
Осмотреть свое рабочее место, убрать материал и детали на специально отведенное место и сложить их устойчиво.
Собрать провода и защитные приспособления, уложить их в отведенное место.Убедиться, что после работы не осталось тлеющих предметов – ветоши, изоляционного материала и т.д.
Сообщить мастеру о всех неисправностях на рабочем месте.
Убрать спецодежду, инструмент и привести в порядок рабочее место.
1881г – Николай Банардос создал электрическо-дуговую сварку.
1888г – Славянов предложил использовать металический стержень.
Сварка - процесс получения неразъёмного соединения, путем расплавления основного и присадочного материала и установления межатомных связей между деталями, при их нагревании и пластическом деформировании.
Смертельная сила тока 0,1 А при напряжении 220В, или 380В

Щиток сварщика состоит из пластиковой маски, светофильтра, сменной защитной пластины светофильтра.
Опасные Факторы:
1) ультрафиолет
2) инфракрасное излучение
3) опасные газы
4) пыль
5) брызги жидкого металла
В состав электродов входят:
1.
Шлакообразующие элементы
2.
Газообразующие
3.
Стабилизирующие
4.
Легирующие
5.
Связующие
Источник тока:
1.
ВДМ1001(Выпрямитель дуговой многопостовой, МахI =1000A)
От него отходят 3 балластных реостата (Мах I = 300А)
2.
MasterTig MLS2500 (инверторного типа)
Полярность 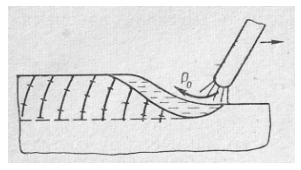
Прямая полярность – на электроде «-», на изделии «+».
Обратная - наоборот.
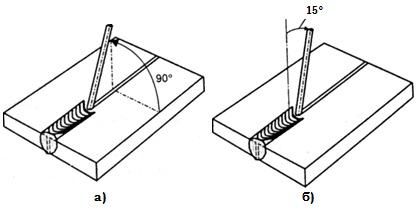
При сварке на электроде образуется катодное пятно, а на изделии анодное. Температура при прямой полярности такова: на кончике электрода 2600°С, на металле 3000°С, между ними 6000°С. При обратной полярности наоборот. Расстояние между электродом и изделием 2-3 мм. Угол наклона электрода –70-80°от изделия.
Электрическая сварочная дуга – стационарный мощный электрический заряд при значительной плотности тока от 0,5 до 100А на мм.кв. в сильно ионизированной газовой среде между 2-мя электродами, один из которых свариваемое изделие.
Основные марки электродов:
МР-З (монтажные с рутиловым покрытием)
УОНИ 13-45 (универсальная обмазка научно-исследовательского института)
В вертикальном положении нужно уменьшить силу тока на 10-15%,
А в потолочном на 15-20% от нижнего положения.
Виды сварки
Классификация
Современные способы сварки металлов можно разделить на две большие группы: сварка плавлением, или сварка в жидкой фазе, и сварка давлением, или сварка в твёрдой фазе. При сварке плавлением расплавленный металл соединяемых частей самопроизвольно, без приложения внешних сил соединяется в одно целое в результате расплавления и смачивания в зоне сварки и взаимного растворения материала. При сварке давлением для соединения частей без расплавления необходимо значительное давление. Граница между этими группами не всегда достаточно чёткая, например возможна сварка с частичным оплавлением деталей и последующим сдавливанием их (контактная электросварка). В предлагаемой классификации в каждую группу входит несколько способов. К сварке плавлением относятся: дуговая, плазменная, электрошлаковая, газовая, лучевая и др. К сварке давлением - горновая, холодная, ультразвуковая, трением, взрывом и др. В основу классификации может быть положен и какой-либо др. признак. Например, по роду энергии могут быть выделены следующие виды сварки электрическая (дуговая, контактная, электрошлаковая, плазменная, индукционная и т. д.), механическая (трением, холодная, ультразвуковая и т. п.), химическая (газовая, термитная), лучевая (фотонная, электронная, лазерная).
Сварка плавлением
Простейший способ сварки - ручная дуговая сварки - основан на использовании электрической дуги. К одному полюсу источника тока гибким проводом присоединяется держатель, к другому - свариваемое изделие. В держатель вставляется угольный или металлический электрод. При коротком прикосновении электрода к изделию зажигается дуга, которая плавит основной металл и стержень электрода (при металлическом электроде), образуя сварочную ванну, дающую при затвердевании сварной шов. Температура сварочной дуги 6000-10000 С (при стальном электроде). Для питания дуги используют ток силой 100-350 а, напряжением 25-40 в от специальных источников.
При дуговой сварке кислород и азот атмосферного воздуха активно взаимодействуют с расплавленным металлом, образуют окислы и нитриды, снижающие прочность и пластичность сварного соединения. Существуют внутренние и внешние способы защиты места сварки введение различных веществ в материал электрода и электродного покрытия (внутренняя защита), введение в зону сварки инертных газов и окиси углерода, покрытие места сварки сварочными флюсами (внешняя защита). При отсутствии внешних средств защиты сварочная дуга называется открытой, при наличии их - защищенной или погруженной. Наибольшее практическое значение имеет электросварка открытой дугой покрытым плавящимся электродом. Высокое качество сварного соединения позволяет использовать этот способ при изготовлении ответственных изделий. Одной из важнейших проблем сварочной техники является механизация и автоматизация дуговой сварки. При изготовлении изделий сложной формы часто более рациональной оказывается полуавтоматическая дуговая сварки, при которой механизирована подача электродной проволоки в держатель сварочного полуавтомата. Защиту дуги осуществляют также сварочным флюсом. Идея этого способа, получившего название сварки под флюсом, принадлежит Н. Г. Славянову (конец 19 в.), применившему в качестве флюса дроблёное стекло. Промышленный способ разработан и внедрён в производство под руководством академика Е. О. Патона (40-е гг. 20 в.). сварка под флюсом получила значительное промышленное применение, т. к. позволяет автоматизировать процесс, является достаточно производительной, пригодна для осуществления различного рода сварных соединений, обеспечивает хорошее качество шва. В процессе С. дуга находится под слоем флюса, который защищает глаза работающих от излучений, но затрудняет наблюдение за формированием шва.
При механизированных способах сварки применяют газовую защиту - сварка в защитных газах, или газоэлектрическая сварка. Идея этого способа принадлежит Н. Н. Бенардосу (конец 19 в.). Сварка осуществляется сварочной горелкой или в камерах, заполненных газом. Газы непрерывно подаются в дугу и обеспечивают высокое качество соединения. Используют инертные и активные газы. Наилучшие результаты даёт применение гелия и аргона. Гелий из-за высокой стоимости его получения используют только при выполнении специальных ответственных работ. Более широко распространена автоматическая и полуавтоматическая сварка в аргоне или в смеси его с другими газами неплавящимся вольфрамовым и плавящимся стальным электродами. Этот способ применим для соединения деталей обычно небольших толщин из алюминия, магния и их сплавов, всевозможных сталей, жаропрочных сплавов, титана и его сплавов, никелевых и медных сплавов, ниобия, циркония, тантала и др. Самый дешёвый способ, обеспечивающий высокое качество, - сварка в углекислом газе, промышленное применение которой разработано в 50-е гг. 20 в. в Центральном научно-исследовательском институте технологии и машиностроения (ЦНИИТМАШ) под руководством К. В. Любавского. Для сварки в углекислом газе используют электродную проволоку. Способ пригоден для соединения изделий из стали толщиной 1-30 мм.
К электрическим способам сварки плавлением относится электрошлаковая сварка, при которой процесс начинается, как при дуговой сварке плавящимся электродом - зажиганием дуги, а продолжается без дугового разряда. При этом значительное количество шлака закрывает сварочную ванну. Источником нагрева металла служит тепло, выделяющееся при прохождении электрического тока через шлак. Способ разработан в институте электросварки им. Е. О. Патона и получил промышленное применение (в конце 50-х гг.). Возможна электрошлаковая сварка металлов толщиной до 200 мм (одним электродом), до 2000 мм (одновременно работающими несколькими электродами). Она целесообразна и экономически выгодна при толщине основного металла более 30 мм. Электрошлаковым способом можно выполнять ремонтные работы, производить наплавку, когда требуется значительная толщина наплавляемого слоя. Способ нашёл применение в производстве паровых котлов, станин прессов, прокатных станов, строительных металлоконструкций и т. п.
Осуществление дуговой электросварки возможно также в воде (пресной и морской). Первый практически пригодный способ сварки под водой был создан в СССР в Московском электромеханическом институте инженеров ж.-д. транспорта в 1932 под руководством К. К. Хренова. Дуга в воде горит устойчиво, охлаждающее действие воды компенсируется небольшим повышением напряжения дуги, которая плавит металл в воде так же легко, как и на воздухе. Сварка производится вручную штучным плавящимся стальным электродом с толстым (до 30% толщины электрода) водонепроницаемым покрытием. Качество сварки несколько ниже, чем на воздухе, металл шва недостаточно пластичен. В 70-е гг. в СССР в институте электросварки им. Е. О. Патона осуществлена сварка под водой полуавтоматом, в котором в качестве электрода использована т. н. порошковая проволока (тонкая стальная трубка, набитая смесью порошков), непрерывно подаваемая в дугу. Порошок является флюсом. Подводная сварка ведётся на глубине до 100 м, получила распространение в судоремонтных и аварийно-спасательных работах.
Один из перспективных способов сварки - плазменная сварка - производится плазменной горелкой. Сущность этого способа сварки состоит в том, что дуга горит между вольфрамовым электродом и изделием и продувается потоком газа, в результате чего образуется плазма, используемая для высокотемпературного нагрева металла. Перспективная разновидность плазменной сварки - сварка сжатой дугой (газы столба дуги, проходя через калиброванный канал сопла горелки, вытягиваются в тонкую струю). При сжатии дуги меняются её свойства: значительно повышается напряжение дуги, резко возрастает температура (до 20000-30000 С). Плазменная сварка получила промышленное применение для соединения тугоплавких металлов, причём автоматы и полуавтоматы для дуговой сварки легко могут быть приспособлены для плазменной при соответствующей замене горелки. Плазменную сварку используют как для соединения металлов больших толщин (многослойная сварка с защитой аргоном), так и для соединения пластин и проволоки толщиной от десятков мкм до 1 мм (микросварка, сварка. игольчатой дугой). Плазменной струей можно осуществлять также др. виды плазменной обработки, в том числе плазменную резку металлов.
Газовая сварка
Газовая сварка относится к способам сварка плавлением с использованием энергии газового пламени, применяется для соединения различных металлов обычно небольшой толщины - до 10 мм. Газовое пламя с такой температурой получается при сжигании различных горючих в кислороде (водородно-кислородная, бензино-кислородная, ацетилено-кислородная сварка и др.).
Промышленное применение получила ацетилено-кислородная газовая сварка. Существенное отличие газовой сварки от дуговой сварки - более плавный и медленный нагрев металла, Это обстоятельство определяет применение газовой сварки для соединения металлов малых толщин, требующих подогрева в процессе сварки (например, чугун и некоторые специальные стали), замедленного охлаждения (например, инструментальные стали) и т. д. Благодаря универсальности, сравнительной простоте и портативности оборудования газовая сварка целесообразна при выполнении ремонтных работ. Промышленное применение имеет также газопрессовая сварка стальных труб и рельсов, заключающаяся в равномерном нагреве ацетилено-кислородным пламенем металла в месте стыка до пластического состояния и последующей осадке с прессованием или проковкой.
Перспективными являются появившиеся в 60-е гг. способы лучевой сварки, также осуществляемые без применения давления. Электроннолучевая (электронная) сварка производится сфокусированным потоком электронов. Изделие помещается в камеру, в которой поддерживается вакуум (10-2-10-4 н/м2), необходимый для свободного движения электронов и сохранения концентрированного пучка электронов. От мощного источника электронов (электронной пушки) на изделие направляется управляемый электронный луч, фокусируемый магнитным и электростатическими полями. Концентрация энергии в сфокусированном пятне до 109 вт/см2. Перемещая луч по линии сварки, можно сваривать швы любой конфигурации при высокой скорости. Вакуум способствует меньшему окислению металла шва. Электронный луч плавит и доводит до кипения практически все металлы и используется не только для сварки, но и для резки, сверления отверстий и т. п. Скорость сварки этим способом в 1,5- 2 раза превышает скорость дуговой при аналогичных операциях. Недостаток этого способа - большие затраты на создание вакуума и необходимость высокого напряжения для обеспечения достаточно мощного излучения. Этих недостатков лишён др. способ лучевой сварки - фотонная (световая) сварка. В отличие от электронного луча, световой луч может проходить значительные расстояния в воздухе, не теряя заметно энергии (т. е. отпадает необходимость в вакууме), может почти без ослабления просвечивать прозрачные материалы (стекло, кварц и т. п.), т. е. обеспечивается стерильность зоны сварки при пропускании луча через прозрачную оболочку. Луч фокусируется зеркалом и концентрируется оптической системой (например, кварцевой линзой). При потребляемой мощности 50 квт в луче удаётся сконцентрировать около 15 квт.
Для создания светового луча может служить не только искусственный источник света, но и естественный - Солнце. Этот способ сварки, называется гелиосваркой, применяется в условиях значительной солнечной радиации, Для сварки используется также излучение оптических квантовых генераторов - лазеров, Лазерная сварка занимает видное место в лазерной технологии.
Сварка давлением
Способы сварки в твёрдой фазе дают сварное соединение, прочность которого иногда превышает прочность основного металла. Кроме того, в большинстве случаев при сварке давлением не происходит значительных изменений в химическом составе металла, т. к. металл либо не нагревается, либо нагревается незначительно. Это делает способы сварки давлением незаменимыми в ряде отраслей промышленности (электротехнической, электронной, космической и др.).
Холодная сварка выполняется без применения нагрева, одним только приложением давления, создающим значительную пластическую деформацию (до состояния текучести), которая должна быть не ниже определённого значения, характерного для данного металла. Перед сваркой требуется тщательная обработка и очистка соединяемых поверхностей (осуществляется обычно механическим путём, например вращающимися проволочными щётками). Этот способ сварки достаточно универсален, пригоден для соединения многих металлических изделий (проводов, стержней, полос, тонкостенных труб и оболочек) и неметаллических материалов, обладающих достаточной пластичностью (смолы, пластмассы, стекло и т. п.). Перспективно применение холодной сварки в космосе.
Для сварки можно использовать механическую энергию трения. Сварка трением осуществляется на машине, внешне напоминающей токарный станок. Детали зажимаются в патронах и сдвигаются до соприкосновения торцами. Одна из деталей приводится во вращение от электродвигателя. В результате трения разогреваются и оплавляются поверхностные слои на торцах, вращение прекращается и производится осадка деталей, сварка высокопроизводительна, экономична, применяется, например, для присоединения режущей части металлорежущего инструмента к державке.
Ультразвуковая сварка основана на использовании механических колебаний частотой 20 кгц. Колебания создаются магнитострикционным преобразователем, превращающим электромагнитные колебания в механические. На сердечник, изготовленный из магнитострикционного материала, намотана обмотка. При питании обмотки токами ВЧ из электрической сети в сердечнике возникают продольные механические колебания. Металлический наконечник, соединённый с сердечником, служит сварочным инструментом. Если наконечник с некоторым усилием прижать к свариваемым деталям, то через несколько секунд они оказываются сваренными в месте давления инструмента. В результате колебаний сердечника поверхности очищаются и немного разогреваются, что способствует образованию прочного сварного соединения. Этот способ сварки металлов малых толщин (от нескольких мкм до1,5 мм) и некоторых пластмасс нашёл применение в электротехнической, электронной, радиотехнической промышленности. В начале 70-х гг. этот вид сварки использован в медицине (работы коллектива сотрудников Московского высшего технического училища им. Н. Э. Баумана под руководством Г. А. Николаева в содружестве с медиками) для соединения, наплавки, резки живых тканей. При сварке и наплавке костных тканей, например отломков берцовых костей, рёбер и пр., конгломерат из жидкого мономера циакрина и твёрдых добавок (костной стружки и разных наполнителей и упрочнителей) наносится на поврежденное место и уплотняется ультразвуковым инструментом, в результате чего ускоряется полимеризация. Эффективно применение ультразвуковой резки в хирургии. Сварочный инструмент ультразвукового аппарата заменяется пилой, скальпелем или ножом. Значительно сокращаются время операции, потеря крови и болевые ощущения.
Одним из способов электрической сварки является контактная сварка, или сварка сопротивлением (в этом случае электрический ток пропускают через место сварки, оказывающее омическое сопротивление прохождению тока). Разогретые и обычно оплавленные детали сдавливаются или осаживаются, т. о. контактная сварка по методу осадки относится к способам сварки давлением (см. Контактная электросварка). Этот способ отличается высокой степенью механизации и автоматизации и получает всё большее распространение в массовом и серийном производстве (например, соединение деталей автомобилей, самолётов, электронной и радиотехнической аппаратуры), а также применяется для стыковки труб больших диаметров, рельсов и т. п.
Сварные соединения
Сварными называют неразъемные соединения, выполненные при помощи сварки. Они могут быть стыковыми, угловыми, нахлесточными, тавровыми и торцевыми (рис.17).
Рис.17 Соединения сварные: А-стыковые; Б-угловые; В-нахлесточные; Г-тавровые
Стыковым называют соединение двух деталей их торцами, расположенными в одной плоскости или на одной поверхности. Толщина свариваемых поверхностей может быть одинаковой или отличаться одна от другой. На практике стыковое соединение чаще всего применяют при сварке трубопроводов и различных резервуаров.
Угловое — сварное соединение двух элементов, расположенных под углом относительно друг друга и сваренных в месте примыкания их краев. Такие сварные соединения нашли широкое применение в строительной практике.
Нахлесточное - сварное соединение предусматривает наложение одного элемента на другой в одной плоскости с частичным перекрытием друг друга. Такие соединения чаще всего встречаются в строительно-монтажных работах, при сооружении ферм, резервуаров и т.д.
Тавровым называют соединение, в котором к плоскости одного элемента приложен торец другого соединения под определенным углом.
Сварочные швы
Участок сварного соединения, сформированный как результат кристаллизации расплавленного металла, называется сварочным швом. В отличие от соединений сварные швы бывают стыковыми и угловыми (рис. 18).
Рис. 18 Основные положения сварных швов в пространстве: А-стыковые; Б-угловые; 1-нижнее; 2-горизонтальное; 3-вертикальное; 4-потолочное
Стыковой - это сварной шов стыкового соединения. Угловой - это сварной шов углового, нахлесточного и таврового соединений.
Сварочные швы различают по количеству слоев наложения, ориентации их в пространстве, по длине и т.д. Так, если шов полностью охватывает соединение, то его называют сплошным. Если в пределах одного соединения шов разрывается, то его называют прерывистым. Разновидностью прерывистого шва является прихваточный шов, который применяют для фиксации элементов относительно друг друга перед сваркой. Если сварочные швы накладывают один на другой, то такие швы называют многослойными.
По форме наружной поверхности сварочные швы могут быть плоскими, вогнутыми или выпуклыми.Форма сварочного шва оказывает влияние на его физико-механические свойства и на расход электродного металла, связанный с его формированием. Наиболее экономичны плоские и вогнутые швы, которые, к тому же, лучше работают при динамических нагрузках, так как отсутствует резкий переход от основного металла к сварному шву. Чрезмерный наплыв выпуклых, швов приводит к перерасходу электродного металла, а резкий переход от основного металла к сварному шву при концентрированных напряжениях может вызвать разрушения соединения. Поэтому при изготовлени ответственных конструкций выпуклость на швах снимают механическим способом (фрезы, абразивные круги и т.д.).
Различают сварочные швы по их положению в пространстве. Это нижние, горизонтальные, вертикальные и потолочные швы.
Механизированная сварка в СО2
При этом способе сварки в зону дуги подается защитный газ, струя которого, обтекая электрическую дугу и сварочную ванну, предохраняет расплавленный металл от воздействия кислорода и азота воздуха. В качестве защитного газа применяют аргон, гелий, азот, углекислый газ.
Сварку в защитных газах осуществляют вручную, полуавтоматически и автоматически плавящимся и неплавящимся электродами. При сварке неплавящимся электродом защитный газ (аргон или гелий) подается в зону сварки через газовое сопло, а электрическая дуга горит между вольфрамовым электродом и свариваемым металлом.
Дугу возбуждают кратковременным замыканием дугового промежутка. Для заполнения шва в зону сварки вводят присадочную проволоку; тонкий металл (с отбортовкой) сваривается без присадочной проволоки. Сварка производится на постоянном или переменном токе. Сварочный ток, диаметр присадочной проволоки, скорость сварки выбираются в зависимости от рода свариваемого металла и его толщины. Этот способ широко применяют при сварке различных конструкций из высоколегированных сталей, титана, алюминия и других цветных металлов и их сплавов.
При сварке плавящимся электродом подачу газа в зону дуги осуществляют так же, как и при дуговой сварке неплавящимся электродом. Дуга поддерживается между электродной проволокой и свариваемым металлом. В качестве защитных газов применяются инертные (аргон и гелий) и активный (углекислый газ) газы. Инертные газы используют при сварке высоколегированных сталей и цветных металлов, углекислый газ — при сварке углеродистых и легированных сталей. Сварка производится автоматическим и полуавтоматическим способами.
Задача: Сварить 2 пластины сначаларучной-дуговой, затем автоматизированной в СО2
Ход работы:
1)Первым делом нужно зачистить пластины от оксидов. Включив вытяжку и реостат балласта на определенную силу тока (зависит от положения шва и диаметра электрода) начинаем образовывать шов одним из способов, заварив кратер. В вертикальном –снизу вверх, но силу тока уменьшив на 10-15 %.
2) При сварке в СО2 аналогично, но вертикальный шов можно варить сверху вниз.