- Указать назначение технологического участка.
- Создание собственной базы оборудования.
2.1. Создать новый документ – фрагмент чертежа, в котором будут следующие слои – «Объекты», «Размеры».
2.2. В слое «Объекты» вырисовываются источники питания, вращатели, манипуляторы и прочее оборудование, необходимое для комплектации производственного участка в плане сверху в масштабе 1:1. Подробная прорисовка объектов – необязательно, достаточным будет вычертить контур. Каждый объект делается макроэлементом (для этого выделяют группу линий, создающих объект, щелкают на ней правой кнопкой мыши и в появившемся контекстном меню выбирают пункт «Объединить в макроэлемент»). В слое «Размеры» проставляются все необходимые габаритные размеры.
2.3. Получившийся чертеж сохраняется под именем «Оборудование» в папке с названием <Группа_Фамилия>.
- Выполнить эскиз технологической планировки в любом удобном масштабе.
3.1. На планировке должны быть изображены следующие объекты:
а) технологическое и контрольно-испытательное оборудование;
б) плиты контрольные и разметочные, верстаки, стеллажи, а также места складирования заготовок и полуфабрикатов;
в) подъемно-транспортные средства (мостовые краны, кран-балки, монорельсы и конвейеры);
г) места обслуживания оборудования и места обслуживающего персонала.
Создать фрагмент чертежа со следующими слоями – «Сетка колонн и стены», «Технологическое и контрольно-испытательное оборудование», «Вспомогательное оборудование», «Подъемно-транспортные средства», «Коммуникации», «Места обслуживания».
Прорисовка колонн, дверей, окон, а также элементов ограждающих конструкций выполняется при помощи стандартной библиотеки КОМПАСа «Библиотека отрисовки планов зданий и сооружений». Для ее запуска необходимо выбрать пункт меню «Сервис», далее «Менеджер библиотек» (или щелкнуть левой кнопкой мыши по одноименной иконке на панели управления). Потом в появившемся окне в левой части выбираем строку «Строительство, инженерные сети и коммуникации», а в правой части - Библиотека отрисовки планов зданий и сооружений». Там же находится библиотека элементов санитарно-технических систем.
|
|
Затем в соответствующие слои чертежа скопировать из документа «Оборудование» «габариты» (очертания) планов всех рабочих мест и оборудования проектируемого отделения цеха в том количестве, которое предусмотрено к установке согласно данным разработанного технологического процесса производства.
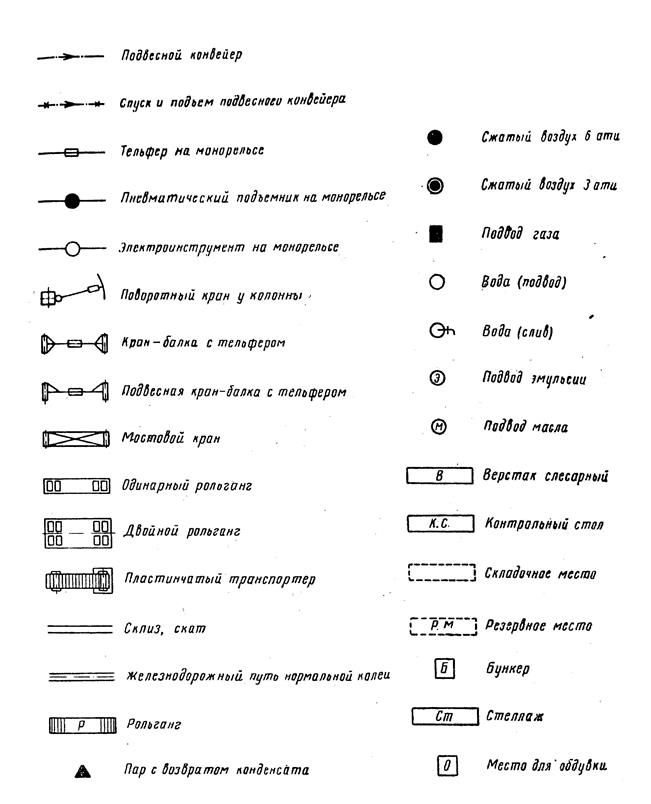
Расположить вставленные объекты, а также рабочие места, проходы всоответствии с нормами технологического проектирования. Подъемно-транспортное оборудование (подкрановые пути, монорельсы) изображаются условно (см. условные обозначения в Приложении).
Дальнейшая работа заключается в рациональном размещении габаритов рабочих мест и оборудования на плане, в пролетах цеха, с соблюдением всех необходимых расстояний между ними. При расстановке габаритов на плане последние устанавливают на своих местах в отдельных слоях документа с общим планом цеха. Это позволяет быстро осуществлять неизбежные при составлении плана каждого пролета различные изменения расположений планируемых элементов производства, что достигается переносом размещаемых габаритов с одного места на другое.
|
|
После ряда попыток различного размещения оборудования и рабочих мест к дальнейшей проработке принимается один из наиболее удачных и целесообразных вариантов планировки.
Одновременно с вычерчиванием снимаемых с плана габаритов рабочих мест в проходах вокруг последних указывают также размещение рабочих. При этом каждого отдельного рабочего условно обозначают небольшим кружком диаметра 5 мм в масштабе, принятом для плана цеха.
Таблица №1
Допускаемые пределы минимальных расстояний между оборудованием (рабочими местами), складочными местами и элементами здания (по материалам норм технологического проектирования)
| Определяемое расстояние | Допускаемые пределы значении, м |
| От колонн или стен здания до боковой стороны оборудования От колонн или стен здания до тыльной стороны оборудования От колонн или стен здания до фронта оборудования Между фронтом и тыльной стороной оборудования Между тыльной и боковой сторонами оборудования Между тыльными сторонами оборудования Между боковыми сторонами оборудования Между оборудованием, расположенным фронтом друг к другу От фронта оборудования до складочного места Между складочными местами Между тыльной стороной оборудования и складочным местом Между боковой стороной оборудования и складочным местом | 1—3 1—2,5 1—2,5 1—2 1—2 1—1,4 1—2 1—1,6 1—1,4 1—1,2 |
| Примечание Меньшие значения указанных допустимых расстояний относятся к малогабаритным, а большие — к крупногабаритным (в планe) станкам, стендам и складочным местам |
|
|
3.2. Расположить условные обозначения, указывающие места подвода и отвода сред, виды сред (вне контура оборудования); линии коммуникаций и средства пожарной безопасности (см. Приложение).
3.3. Начертить границы проектируемого технологического участка и определить его ориентировочные размеры.
3.4. 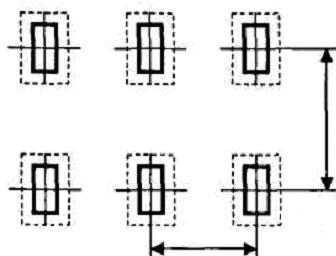 Вписать данный участок в пролет производственного здания, учитывая параметры сетки колонн: шаг колонн 6, 9, 12 м, ширина пролета 18, 24, 30 м. Габариты колонн не менее чем 0,3х0,3 м (см. рис.1).
Вписать данный участок в пролет производственного здания, учитывая параметры сетки колонн: шаг колонн 6, 9, 12 м, ширина пролета 18, 24, 30 м. Габариты колонн не менее чем 0,3х0,3 м (см. рис.1).
ширина пролета
шаг колонн
Рис. 2. Сетка колонн здания.
Таблица №2.
Типоразмеры колонн по ГОСТ 25628-90 и ГОСТ 18979-90
| Типоразмер колонны | стандарт |
| 200х200 | ГОСТ 25628-90 |
| 300х300 | ГОСТ 25628-90 |
| 300х400 | ГОСТ 25628-90 |
| 400х400 | ГОСТ 18979-90 |
| 400х500 | ГОСТ 25628-90 |
| 400х600 | ГОСТ 18979-90 |
| 400х600 | ГОСТ 25628-90 |
| 400х700 | ГОСТ 25628-90 |
| 400х800 | ГОСТ 25628-90 |
| 500х500 | ГОСТ 25628-90 |
| 500х600 | ГОСТ 25628-90 |
3.5. На эскизе указать имеющиеся немагистральные или магистральные проезды для транспортировки деталей на данный участок. Ширину проезда определить в соответствии с нормами технологического проектирования.
3.6. Нарисовать границы участка в соответствии с условными обозначениями наружных (см. рис.2), внутренних стен или стеклянных перегородок. В случае расположения его вдоль внешней стены, за пределами проектируемого участка можно делать обрывы стен, подкрановых путей. Обозначить входную дверь на территорию участка.
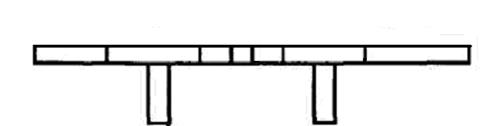

Колонна
Рис 3. Внешняя стена здания с колоннами.
3.7. При необходимости указать границы соседних участков штрихпунктирной линией.
- СОДЕРЖАНИЕ ОТЧЕТА.
Отчетом по работе является схема планировки участка, выполненная в электронном и бумажном виде в соответствии стребованиями п.З.
- КОНТРОЛЬНЫЕ ВОПРОСЫ.
1. Какие задачи решаются в процессе разработкитехнологической планировки участка, подразделения, цеха?
2. Что такое технологическая планировка оборудования?
3. Какие требования предъявляются к технологической планировке?
Приложение 1.
Список формул
 - продолжительность работ (мин, час), где τiЧ – трудоемкость работ (нормо-час, чел-час, нормо-мин, чел-мин); nЧ – число рабочих, принимающих участие в этих работах.
- продолжительность работ (мин, час), где τiЧ – трудоемкость работ (нормо-час, чел-час, нормо-мин, чел-мин); nЧ – число рабочих, принимающих участие в этих работах.
При выполнении операции на станке, установке и т.п.:
tiC=tОПi+tОРГ.i+tЗАКЛ.i, где tОПi – оперативное время; tОРГ.i – подготовительное время; tЗАКЛ.i – заключительное время.
τiC=tiC/n – трудоемкость технологической операции; здесь: n – количество одновременно обрабатываемых деталей.
Общая трудоемкость изготовления одного изделия:
Трудоемкость на планируемую годовую программу П:

Длительность производственного цикла:
Количество необходимого (основного) оборудования:
 , где Фо - годовой фонд работы оборудования (как правило равно 3860 часов); Кз - коэффициент загрузки по мощности(обычно Кз=0,85).
, где Фо - годовой фонд работы оборудования (как правило равно 3860 часов); Кз - коэффициент загрузки по мощности(обычно Кз=0,85).
Количество металла (прутков, шихтовых заготовок) или полуфабрикатов (G):
 , где gч - чистый вес детали (полуфабриката) кг; рот= 2...8%(количество отходов)
, где gч - чистый вес детали (полуфабриката) кг; рот= 2...8%(количество отходов)
Годовая потребность вэлектродах, сварочной проволоке:
 , где gЭ - масса наплавленного (напыленного) металла на одну деталь; П- производственная программа данной детали.
, где gЭ - масса наплавленного (напыленного) металла на одну деталь; П- производственная программа данной детали.
КЭ - отношение массы электродного покрытия к массе электродной проволоки.
КП - коэффициент перехода металла из электрода в шов.
кЭ ≈ 0,4;
к ≈ 0,7 (для электродов);
к ≈ 0,95 (для присадочной проволоки)
Приложение 2.
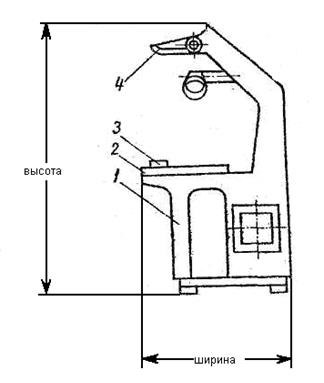
Таблица П1.
Основные размеры неповоротных столов сварщика
(по ГОСТ 20741-75)
| Показатель | Типоразмеры столов | |||
| Размеры рабочей плиты, мм: | ||||
| длина | ||||
| ширина | ||||
| Высота рабочей плиты над уровнемпола, мм | ||||
| Высота зоны сварки, мм | 630. | |||
| Габаритные размеры стола, мм: | ||||
| длина | ||||
| ширина | ||||
| высота |
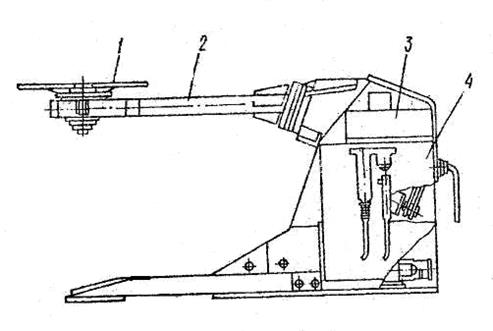
Сварочный манипулятор консольного типа (ГОСТ 19143-78): 1 – планшайба; 2 – штанга; 3 – пульт управления; 4 – станина.
Таблица П2.
Основные параметры и размеры сварочных манипуляторов (по ГОСТ 19148—73)
| Наибольший крутящий момент, Н*м | Номинальная грузоподъемность, кг | Вращение шпинделя, об/мин | Высота от уровня пола до оси вращения при вертикальном положении планшайбы, мм | Угол наклона планшайбы | Номинальный сварочный ток, А | |||
| на оси вращения шпинделя | относительно опорной плоскости планшайбы | со сварочной скоростью | с маршевой скоростью | без подъема планшайбы | с подъемом планшайбы | |||
| 3,15 | 0,125-6,3 | 6,3 | - | |||||
| 0,1-5,0 | - | |||||||
| 0,08-4,0 | - | |||||||
| 0,063-3,15 | 3,15 | 630-1030 | ||||||
| 0,05-2,5 | 2,5 | 800-1300 | ||||||
| 0,04-2,0 | 1000-1500 | |||||||
| 0,032-1,6 | 1,6 | 1000-1800 | ||||||
| 0,025-1,25 | 1,25 | 1250-2050 | ||||||
| 0,02-1,0 | - | |||||||
| 0,015-0,8 | 0,8 | - | ||||||
| 0,0125-0,63 | 0,63 | - | ||||||
| 0,01-0,5 | 0,5 | - | ||||||
| 0,008-0,4 | 0,4 | - |

Сварочный выпрямитель типа ВД-301 (380В, 50-315А, пр-во "Патон") Габаритные размеры (гл.х шир. х выс.), мм: 440Х540Х500
Приложение 3.
Условные обозначения, используемые на технологических планировках:
1-условные обозначения вспомогательного оборудования и перегородок.
2-условные обозначения строительных элементов (размер в мм)
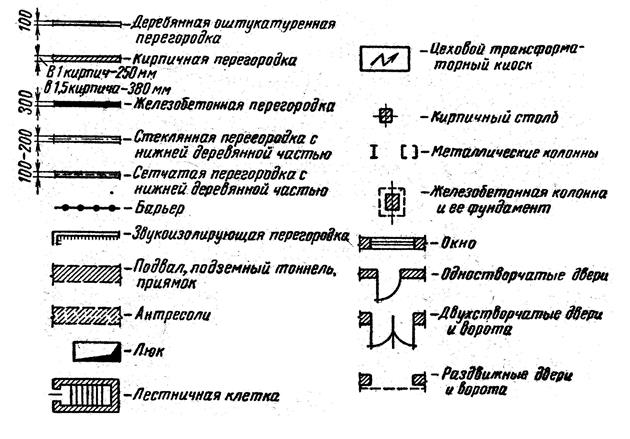
Таблица П3.
Нормы ширины проходов и проездов в пролетах сборочно-сварочного цеха (по материалам норм технологического проектирования)
| Проходы и проезды | Направление движе ния в пролете | Ширина проходов и проездов (в м) при разных видах применяемого транспорта | ||||||||
| Малогабаритные самоходные тележки шириной | Электрокары и электропогрузчики шириной до 1,2 | Погрузчики с боковым грузоподъемником шириной до 1,7 | Передаточные электротележки | |||||||
| по узкой колее шириной 0,724 м | по нормальной колее шириной 1,524 м | |||||||||
| до 0,5 | до 1,7 | |||||||||
| При ширине (в м) тележки (с учетом боковых зазоров) до | ||||||||||
| 1,5 | 1,8 | 2,8 | 3,8 | |||||||
| Между тыльными сторонами оборудования, рабочих мест и складочных мест (при отсутствии зоны обслуживания) | Одностороннее | 1,1 | 1,3 | 2 3 | 2,3 | 2,1 | 2,6 | 3,8 | 5,2 | |
| Двустороннее | 1,5 | - | - | - | - | - | ||||
| Между тыльной стороной одного и фронтовой стороной другого ряда оборудования или рабочих мест, включая рабочую зону | Одностороннее | 1,8 | 2,5 | - | - | - | - | |||
| Двустороннее | 2,5 | 2,9 | - | - | - | - | - | - | ||
| Между фронтами двух рядов оборудования или рабочих мест, включая рабочую зону | Одностороннее | 2,7 3,4 | 2,9 3,8 | 3,4 | 3,9 | - | - | - | ||
| Двустороннее | 3,4 | 3,8 | - | - | - | - | - | - | ||
| Примечания: 1. При определении ширины проходов и проездов размер рабочей зоны принят равным 0,8м. | ||||||||||
| 2. Все расстояния даны от размеров оборудования, включающих крайние положения движущихся частей, оснастку, элементы механизации, питания и управления, а также размеры обрабатываемых заготовок. | ||||||||||
| 3. Принято, что транспортируемое изделие не выходит за размеры транспортных средств | ||||||||||
| 4. Ширину проходов для работающих принимать в пределах 1,4-1,6 м. | ||||||||||
| 5. Ширину магистрального проезда вдоль пролета по его середине (между фронтами двух рядов оборудования или рабочих мест) принимать в пределах 3-4 м. | ||||||||||
| 6. В отдельных случаях, в зависимости от размеров транспортируемых изделий, ширина проходов и проездов может быть увеличена при соответствующем необходимом и достаточном обосновании в проекте. |