«Радиус реальной вершины резца» требуемого инструмента должен быть
определен в R - регистре таблицы геометрических характеристик инструментов системы ЧПУ, Вводите только положительные значения.
Функция компенсации радиуса режущей кромки может быть активирована /
запрограммирована (в строке запуска) только в режиме линейной
интерполяции (код G1 -линейная интерполяция).
Компенсация радиуса режущей кромки может быть отменена (код G40) только
в режимах линейной интерполяции или быстрой подачи.
До активации режима компенсации радиуса режущей кромки (коды G41 / G42)
мнимая вершина резца должна быть установлена в пределах «начальной (start
up) зоны» для обеспечения правильной геометрии детали. Расстояние от
инструмента до обрабатываемой детали не должно быть меньше радиуса
режущей кромки (см. ниже).

Ориентация мнимой вершины резца (вектор режущей кромки) должна быть задана в Т - регистре таблицы геометрических характеристик инструментов системы ЧПУ (см. ниже).

Компенсация радиуса режущей кромки. Пример №1.

Данные таблицы инструментов для корректного выполнения программы.
T01 вектор режущей кромки = 3
T01 радиус режущей кромки = 0.8
УП обработки деталей (от начальной точки до конечной точки).
О1001 (TNCR EXT);
(ОТ НАЧАЛЬНОЙ ТОЧКИ ДО КОНЕЧНОЙ ТОЧКИ);
G50 S3500;
G54 G21 G99 G40;
G0 G28 U0 W0;
Т0101;
X64 Z2 (БЫСТРАЯ ПОДАЧА К ЗОНЕ ОБРАБОТКИ);
G96 S300 М4 (РЕЖИМ ПОСТОЯННОЙ СКОРОСТИ РЕЗАНИЯ);
Gl G42 X60 Z0 F0.3 (ВКЛЮЧЕНИЕ КОМПЕНСАЦИИ РЕЖУЩЕЙ КРОМКИ);
Z-20;
Х100.41 Z-55;
Х120;
X160 Z-66.547;
Z-80;
X164;
G40 X168;
G0 X200 Z150;
G28 U0 W0;
М30;
Компенсация радиуса режущей кромки. Пример № 2.

Данные таблицы инструментов для корректного выполнения программы.
Т02 вектор режущей кромки - 2
Т02 радиус режущей кромки = 1,2
УП обработки деталей (от начальной точки до конечной точки).
O1001 (TNRC EXT);
G50 S3000
G21 G99 G40;
G0 G28 U0 W0;
Т0202;
Х83 Z2 (БЫСТРАЯ ПОДАЧА К ЗОНЕ ОБРАБОТКИ);
G96 S200 М4 (РЕЖИМ ПОСТОЯННОЙ СКОРОСТИ РЕЗАНИЯ);
Gl G41 F0.3 Х83 Z0 (ВКЛЮЧЕНИЕ КОМПЕНСАЦИИ РЕЖУЩЕЙ КРОМКИ);
X80 Z-1.5;
Z-20;
Х70 Z-35;
Х60;
Z-55;
Х50 Z-70;
Х43;
X40 Z-71.5;
G40 Х36 (ОТМЕНА КОМПЕНСАЦИИ РАДИУСА РЕЖУЩЕЙ КРОМКИ);
G0 Z3;
G28 U0 W0;
М30;
Пример № 1 обработки с прямой фаской, внутренним радиусом и компенсацией радиуса режущей кромки.

УП обработки деталей (от начальной точки до конечной точки).
О1001 (CHAMFER RADIUS BLEND);
G50 S2500;
G54 G21 G99 G40;
G0 G28 U0 W0;
T0101;
Х60 Z2;
G96 S250 М4;
Gl G42 Z0 F0.35;
Z-25 R5;
Х105 К-4;
Z-56.5 R3;
Х113;
G40 X117;
G0 G28 U0 W0;
М30;
Примечание!
Снятие прямых и радиусных фасок можно проводить только между перпендикулярными друг к другу перемещениями. При непосредственном (с рабочей панели оператора) программировании размеров чертежа опция снятия прямых и радиусных фасок не может быть задана.
Для ввода параметра – К установите на «0» значение бита 4 параметра
№ 3405 / CCR (3405 # 4).
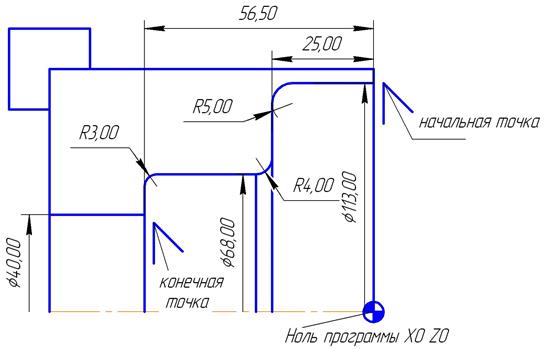
Пример № 2 обработки с прямой фаской, внутренним радиусом и компенсацией радиуса режущей кромки.

УП обработки деталей (от начальной точки до конечной точки).
О1002 (CHAMFER RADIUS BLEND);
G50 S2500;
G54 G21 G99 G40;
G0 G28 U0 W0;
Т0202;
X113 Z2;
G96 S250 М4;
Gl G41 Z0 F0.35;
Z-25 R-5;
Х68 К-4;
Z-56.5 R-3;
Х40;
G40 Х36;
G0 Z2;
G28 U0 W0;
М30;
Пример № 3 обработки с прямой фаской, радиусной фаской и компенсацией радиуса режущей кромки.

УП обработки деталей (от начальной точки до конечной точки).
О1001 (CHAMFER RADIUS BLEND);
G50 S2500;
G54 G21 G99 G40;
G0 G28 U0 W0;
Т0101;
Х60 Z2;
G96 S250 М4;
Gl G42 Z0 F0.3:
Z-25 R5;
X105 R-4;
Z-56.5 R3;
Х113;
G40 X117;
G0 G28 U0 W0;
М30;
Пример № 4 обработки с прямой фаской, внутренним радиусом и компенсацией радиуса режущей кромки.