Рабочее место сварщика может быть укомплектовано как однопостовым (например, ВД – 301, ВД – 201, ВДУ – 504 и т.д.), так и многопостовым источником сварочного тока (например, ВКСМ – 1000, ВДМ – 1001, ВДМ – 1201 и т.д.) Многопостовые источники позволяют питать током одновременно несколько сварочных дуг и используются для централизованного питания нескольких сварочных постов.
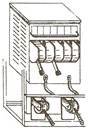
Многопостовые источники тока дополнительно оснащаются балластными реостатами типа РБ – 301, РБ – 501. Балластный реостат представляет собой набор сопротивлений, включаемых в сварочную цепь для ступенчатого регулирования сварочного тока и создания крутопадающей внешней характеристики. Реостаты позволяют ступенчато регулировать сварочный ток через каждые 15 А до 300 А (РБ – 301.

Типовая схема сварочного поста представлена на рисунке.
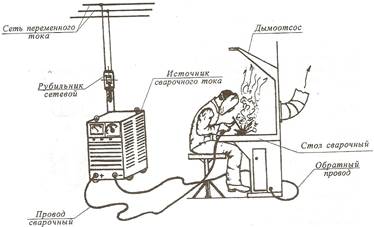
В состав стационарного поста входит:
· Электрическая сеть переменного тока напряжением 380/220 В;
· Сетевой рубильник с предохранителями;
· Источник сварочного тока (выпрямитель сварочный или трансформатор);
· Гибкие сварочные провода;
· Токоподвод к изделию;
· Подвод заземления (обратный провод);
· Стол сварочный, оборудованный местной вентиляцией.
Работа схемы: электрический ток из сети переменного тока напряжением 380 или 220 В, через включенный сетевой рубильник подводится к выпрямителю сварочному, который понижает напряжение до 60 – 70 В. Далее ток проходит по гибким сварочным проводам и подводится к электрододержателю сварщика и к изделию через токоподвод. Касанием электрода поверхности свариваемого изделия производится замыкание сварочной цепи.
Стационарный сварочный пост обычно устанавливается в виде отдельной кабины размером 2 x 2,5 м.
Стенки кабины могут быть изготовлены из тонколистового железа или фанеры, пропитанной огнестойким составом.
Высота стен 1,8 – 2,0 м, дверной проем открыт или занавешен брезентом.

В кабине размещают металлический стол, на котором производят сварочные работы.

Рабочая поверхность стола выполняется в виде стальной или чугунной плиты толщиной 20 – 25 мм или решетчатого настила.
Все сварочные посты оснащаются местной вытяжной вентиляцией – стационарной или передвижной.
Для защиты близко работающих людей других профессий передвижные сварочные посты должны ограждаться переносными щитами или ширмами.


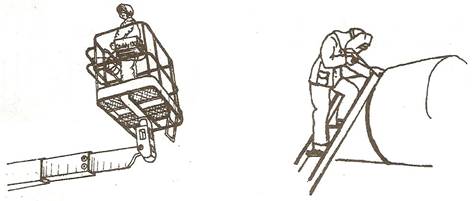
При сварке крупногабаритных конструкций рабочее место сварщика должно быть оборудовано подъемной площадкой или лестницей.
При выполнении сварочных работ в неудобных рабочих позах (сидя, полусидя, стоя на коленях, лежа, а также внутри замкнутых сосудов) сварщику следует пользоваться войлочными матами, резиновыми ковриками, деревянными настилами.

Подготовка рабочего места к работе.
Подготовка рабочего места сварщика включает в себя:
· Уборка рабочего места;
· Проверка состояния источника питания;
· Выбор инструмента, оснастки, средств индивидуальной защиты и проверка их состояния;
· Сборка сварочной цепи;
· Запуск в работу источника питания и его обслуживание