Элементы приспособлений для определения положения и направления инструмента
Эти элементы можно разбить на несколько групп:
1) элементы, которые определяют моменты прекращения подачи инструмента. Такими элементами являются упоры;
2) элементы для быстрой установки инструментов на размер. Такими элементами являются шаблоны и установы;
3) элементы для направления осевого инструмента – кондукторные втулки;
4) элементы для определения траектории относительного движения инструмента и заготовки – копиры.
Упоры
Работы, при которых необходима автоматическая остановка подачи инструмента много. Сюда относится сверление глубоких отверстий, нарезание в них резьбы, обработка конических отверстий зенкерами и развертками, подрезка деталей, подрезка ступней валиков на токарных станках и так далее.
Во всех этих случаях конечное положение инструмента во время работы определяется доведением движущихся частей станков с закрепленными в них инструментами до упора.
Например, при сверлении глухих отверстий ограничителем подачи может служить стопорное кольцо 1 (рис. 4.124), надеваемое на сверло. Когда кольцо дойдет до буртика втулки 2, будет получена нужная глубина отверстия. При глубине отверстия а стопорное кольцо обеспечивает вылет сверла а + в.
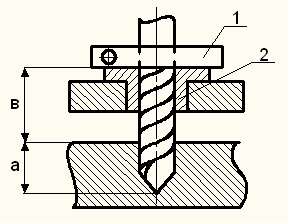
Рис. 4.124. Применение упора при сверлении глухих отверстий.
Для токарных работ применяют упоры, устанавливаемые на станине станка. Они фиксируют момент прекращения подачи суппорта.
Работа по упорам должна сопровождаться автоматическими остановками.
Шаблоны и установы
При наладке и подналадке установка инструментов с помощью пробных стружек и промеров занимает много времени и часто сопровождается получением бракованных деталей, обрабатываемых при настройке. Значительным шагом по пути повышения производительности труда является применение элементов приспособлений, по которым производится установка инструментов на размер. Такими элементами являются шаблоны и установы.
Применение шаблонов типично для токарных работ, а установов – для фрезерных.
На рис. 4.125,а показан пример установки двух подрезных резцов по шаблону 1.
Такой шаблон может быть съемный или откидной, шарнирно закрепленный. При настройке шаблон ставится в рабочее положение, а после закрепления резцов он снимается или откидывается в нерабочее положение.
Другим примером шаблона для установки резца может служить установочное кольцо 1 (рис. 4.126, б), которое одевается на оправку вместе с деталью 2. Резец подводится до соприкосновения с шаблоном (кольцом).
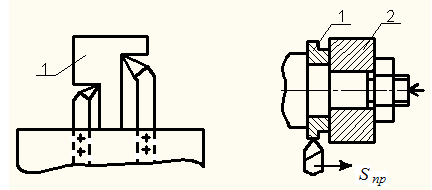 Рис. 4.125. применение шаблонов при токарной обработке.
Рис. 4.125. применение шаблонов при токарной обработке.
Особенно широкое распространение получили установы для установки на размер фрез.
Установы помещаются на корпусе приспособления так, чтобы они не мешали при установке и обработке детали, но в тоже время, чтобы к ним был свободный доступ инструмента.
Установы бывают высотными и угловыми. (ГОСТ 13444-68, 13445-68 и 13446-68).
Высотные установы 1 (рис. 4.126, а) применяются для установки фрезы в одном направлении.
Для установки фрезы в двух направлениях (например, при фрезеровании шпоночного паза нужно выставить инструмент по глубине паза и по оси детали) используются угловые установы 1 (рис. 4.126, б).
Установы закрепляют на корпусе приспособления; их эталонные поверхности располагают ниже обрабатываемых поверхностей, чтобы не мешать проходу режущего инструмента.
Правильное расположение инструмента определяется щупом-калибром толщиной 3-5 мм, который должен плотно, но без защемления входить в зазор между фрезой и установом. Погрешность настройки с помощью щупа – 0,02-0,003 мм.
 и
и 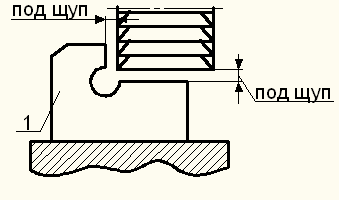
Рис.4.126. Применение высотных (а) и угловых (б) установов при фрезеровании.
Погрешность настройки по установу без щупа:
∆н = K  ;
;
где  - погрешность изготовления установа (0,01…0,02 мм);
- погрешность изготовления установа (0,01…0,02 мм);
 = 0,03…0,04 мм; K=1…1,2.
= 0,03…0,04 мм; K=1…1,2.
Материал установов: сталь У7А, сталь 20Х с цементацией на глубину 0,8…1,2 мм и закалкой до твердости HRC 55…60.