Для точного центрирования и зажима деталей типа дисков, колец, втулок применяются приспособления с мембранами различных конструкций; для центрирования по наружной или внутренней цилиндрической поверхности.
Мембраны применяются трех основных типов:
- рожковые
- чашечные
- кольцевые
 Рожковые и чашечные мембраны являются наиболее точными. На
Рожковые и чашечные мембраны являются наиболее точными. На
рис. 4.103 представлена рожковая мембрана.
Рис. 4.103. Рожковая мембрана.
Обрабатываемая деталь 1 зажимается внутренними силами упругости мембраны 2 посредством ее рожков. Сила привода Q служит для разведения рожков при откреплении детали.
Чашечные и кольцевые мембраны (тарельчатые пружины) нормализованы.
Чашечные и рожковые мембраны изготавливаются ил сталей 65Г, У10А, 30ХГС и термообрабатываются до твердости HRC 40…45.
Мембранные патроны могут обеспечить точность центрирования 0,003…0,005 мм.
Кольцевые мембраны (тарельчатые пружины) применяются в случаях, когда при значительных нагрузках мембраны должны иметь малые габаритные размеры.
Они обычно применяются пакетами. На рис. 4.104 показана кольцевая мембрана, а на рис. 4.105 – схема механизма с двумя пакетами мембран для центрирования по внутренней цилиндрической поверхности.
а) б)

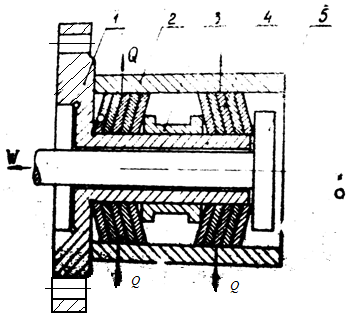
Рис. 4.104. Кольцевая мембрана.
Рис. 4.105. Оправка самоцентрирующая с кольцевыми мембранами.
На корпус 1 одевается два пакета мембран 4, между которыми располагается втулка 3. Если стержень 3 получает перемещение влево, то пакеты сплющива.тся, мембраны увеличиваются в диаметре, и деталь центрируется и зажимается. Диаметры кольцевых мембран могут увеличиваться на 0,15…0,4 мм в зависимости от размера. Базирующие поверхности могут быть изготовлены по 5…11 квалитетам. Точность центрирования может быть в пределах 0,01…0,02 мм.
Для определения необходимой величины тягового усилия привода Q рассмотрим равновесие мембраны в конечном положении при закреплении (рис. 4.104, б).
Наличие радиальных прорезей позволяет с достаточной для практических расчетов точностью рассматривать мембрану как наклонную распорку между корпусом и заготовкой.
Тогда из силового треугольника можно записать:
0,75  ;
;
отсюда W=0,75  Q
Q  ,
,
где β – угол наклона мембраны в деформированном состоянии.
Для мембраны с d<50 мм β=9…100, с d>50 мм β=120.
Коэффициент 0,75 введен исходя из допущения, что 25% тягового усилия расходуется на деформацию мембраны в пределах зазора между базовым отверстием заготовки и мембраной в недеформированном состоянии.
Тарельчатые пружины (кольцевые мембраны) изготавливаются из стали марки 60С2А и термообрабатываются до твердости HRC 40…45.
51. Расчет погр. базирования и закрепления детали при установке их плоскостью;
Для приближенного определения допустимой погрешности базирования можно пользоваться формулой:
ε б фак  εб доп ≤ Т-∆, где Т – допуск на размер, ∆ - суммарная погрешность (без погрешности базирования), определяемая для размера, получаемого в данном переходе, по таблицам средней экономической точности. Действительная, или фактическая, погрешность базирования должна быть меньше или равна допустимой, то есть ε б действ. εб доп.
εб доп ≤ Т-∆, где Т – допуск на размер, ∆ - суммарная погрешность (без погрешности базирования), определяемая для размера, получаемого в данном переходе, по таблицам средней экономической точности. Действительная, или фактическая, погрешность базирования должна быть меньше или равна допустимой, то есть ε б действ. εб доп.
1.Погрешности базирования при установке деталей плоскостью.
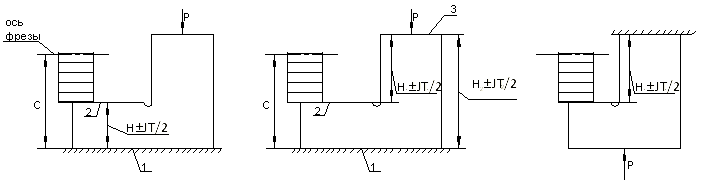
Рис. а Рис. б Рис. в
Рис. а – опорная установочная база (плоскость 1) является конструктивной. ε б =0.
Рис. б – установочная база (плоскость 1) – вспомогательная, а конструктивной является плоскость 3.
Настроечный размер С в обоих случаях постоянен, то есть С=const, а конструктивная база 3 будет колебаться относительно лезвий фрезы в пределах допуска на базисный размер Н2, полученный на предыдущей операции. Это и будет погрешностью базирования ε б = IT2. Эта погрешность входит в суммарную погрешность получаемого при данной установке размера Н1 
 .
.