Основным достоинством этих приспособлений является автономность их действия, так как будучи однажды намагниченными они сохраняют свою работоспособность в течение длительного времени и не требуют при этом дополнительных источников энергии.
Эти приспособления имеют постоянные магниты. Удерживаемая заготовка является якорем, через который замыкается магнитный силовой поток. Для открепления детали магнит должен быть сдвинут или повернут с тем, чтобы магнитный поток замкнулся через корпус приспособления, минуя заготовку.
а) б)
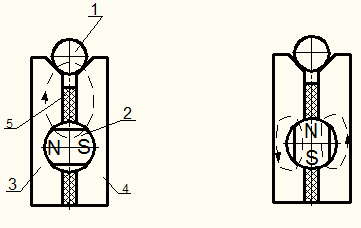
Рис. 4.114. Схема приспособления с постоянным магнитом: а – закреплено,
б – откреплено.
На рисунке 4.114 показана магнитная призма для закрепления цилиндрических заготовок. При горизонтальном положении магнита 2 (рис. 4.114,а) магнитный силовой поток проходит через обе щеки призмы, разделенные немагнитной пластиной 5, и прижимает заготовку к призме. При вертикальном положении магнита магнитный поток замыкается в половинках призмы, и заготовка освобождена (рис. 4.114,б).
На рис. 4.115 схематично показано устройство плоской магнитной плиты, применяемой для закрепления деталей при их обработке на различных станках. Она представляет собой корпус 4 (рис. 4.115, а), установленный на нижней стальной плите 5. В верхней стальной плите 3 установлены полюсные вставки 2, изолированные от плиты прослойками 1 из немагнитного материала. Магнитный блок, расположенный в корпусе плиты, имеет возможность продольного перемещения и состоит из набора постоянных магнитов 6, пластин 7, выполненных из железа Армко, обладающего высокой магнитной проницаемостью, и прокладок 8 из немагнитного материала, изолирующих постоянные магниты от пластин 7.
При расположении магнитного блока в положении, как показано на
рис. 4.115,а, магнитный силовой поток проходит через верхнюю плиту 3, установленную на ней деталь, тем самым притягивая ее к плите, и через вставки 2 и пластины 7 замыкается на нижнюю плиту.
Для снятия детали с плиты блок с магнитами перемещается в корпусе до тех пор, пока середина пластины 7 не окажется против одной из изолирующих прокладок в верхней плите, как показано на рис. 4.115,б. В этом случае магнитный силовой поток пойдет по пути наименьшего сопротивления, т.е. непосредственно через верхнюю плиту, пластины 7 и замкнется на нижнюю плиту. При этом деталь освобождается и может быть снята с плиты. Перемещение магнитного блока осуществляется с помощью эксцентрика либо многозаходного винта.
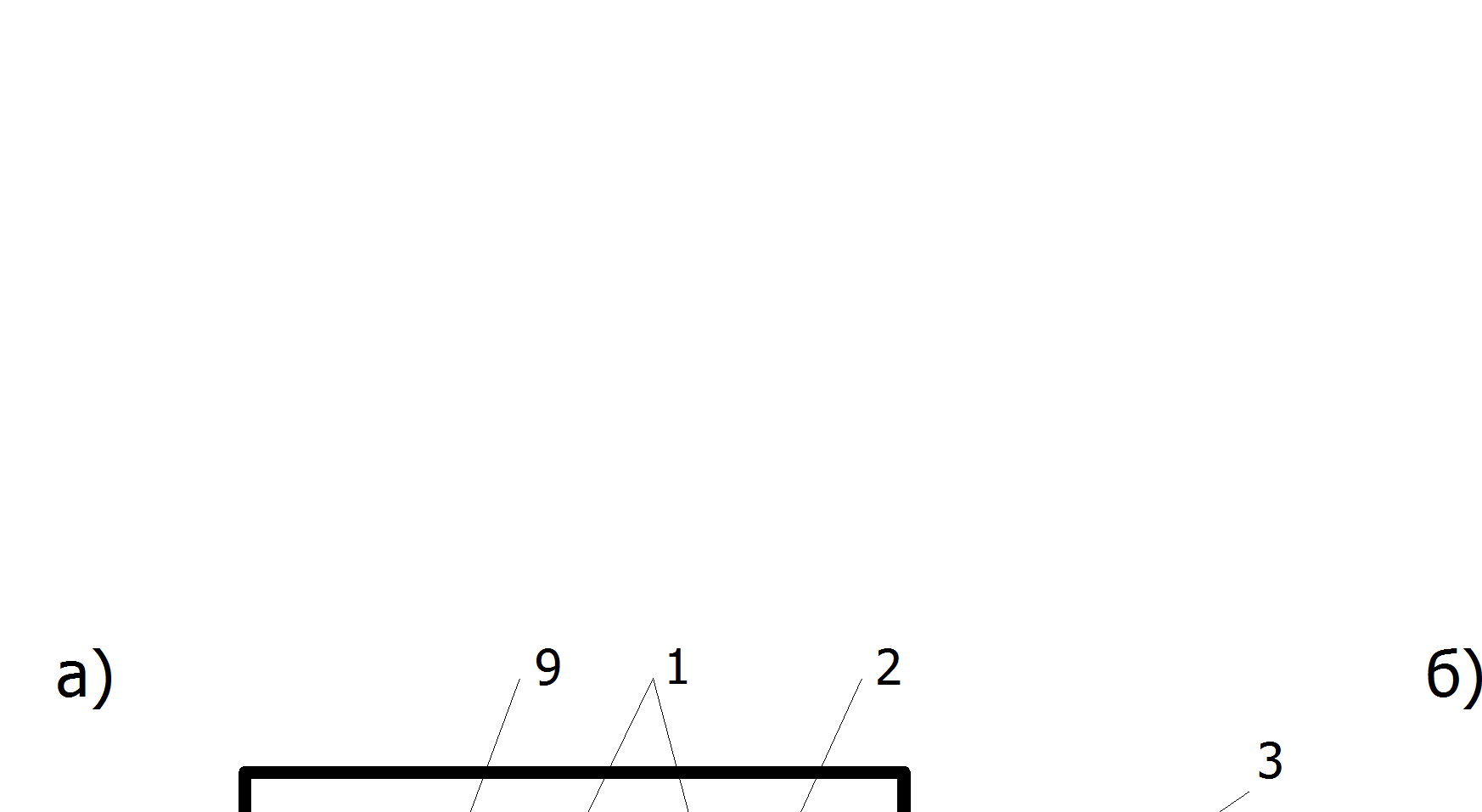
Рис. 4.115. Положение блоков плит с постоянными магнитами: а – при закреплении детали; б – при освобождении детали. 1 – прослойки из немагнитного материала;
2 – полюсные вставки; 3 – верхняя стальная плит; 4 – корпус; 5 – нижняя стальная плита;
6 – постоянные магниты; 7 – пластины из железа Армко; 8 – прокладки из немагнитного материала; 9 – закрепляемая деталь.
С целью сохранения магнитных свойств в течение длительного времени, а следовательно, и притягивающей силы постоянные магниты изготовляют из специальных сплавов. Наиболее распространенными являются магниты, отлитые из сплавов альнико и магнико. В последнее время находят широкое применение постоянные магниты, полученные методом порошковой металлургии, т.е. прессованием оксидно-бариевых смесей (BaO . 6Fe2O3) с последующим их спеканием. Такие магниты обладают большой удельной притягивающей силой (для деталей из стали до 1,1МПа), а также значительно меньшим рассеиванием магнитного потока.
Приспособления с постоянными магнитами обладают рядом преимуществ по сравнению с другими приспособлениями для закрепления деталей. К ним следует отнести: быстродействие зажима; равномерное распределение усилий зажима по всей базовой поверхности детали; возможность работы в любых условиях и без электрического тока; простота обслуживания, сводящаяся только к восстановлению магнитных свойств блока магнитов; большая безопасность при эксплуатации, так как в отличие от электромагнитных устройств исключается срыв детали при случайном выключении тока; небольшая масса и малые размеры.
Устройства с постоянными магнитами могут быть использованы не только для шлифования, но и для закрепления деталей различной формы при обработке их на различных станках.
Устройства для размагничивания. После закрепления деталей на магнитных плитах происходит их остаточное намагничивание, что, как правило, недопустимо для последующей обработки или сборки. Поэтому для его снятия выполняют операцию по их размагничиванию.
Размагничивание деталей производят путем их встряхивания или с помощью специальных устройств, называемых демагнитизаторами.
Принцип действия демагнитизатора заключается в создании меняющего свою полярность магнитного поля. На рис. 4.116 приведена схема работы демагнитизатора. В корпусе 1, выполненном из немагнитного металла, вмонтированы сердечники 3, соединенные стальной планкой 4. На сердечники надеты две катушки 2, которые соединены последовательно и подключены к источнику переменного тока. Торцы сердечников с помощью пружины 5 постоянно поджимаются к верхней стальной крышке 6, разделенной на две части текстолитовой прокладкой 7.
Для замыкания возникающего переменного магнитного поля детали необходимо сообщить возвратно-поступательное перемещение в направлении, перпендикулярном к разделительной прокладке.