Кондукторные втулки применяются в сверлильных и расточных приспособлениях для определения положения и направления разнообразных осевых инструментов при обработке отверстий: сверл, зенкеров, разверток, борштанг и так далее.
Они обеспечивают:
- положение оси инструмента относительно установочных элементов приспособления;
- повышают радиальную жесткость инструмента;
- применение втулок позволяет исключить операцию разметки и повысить производительность труда;
- обеспечивают повышение точности взаимного расположения отверстий, уменьшают его увод и повышают точность диаметра отверстия на 50% за счет повышения жесткости инструмента;
- позволяют работать на более высоких режимах резания.
Кондукторные втулки бывают:
- неподвижные и
- вращающиеся (на игольчатых и роликовых подшипниках).
Вращающиеся втулки применяют для направления расточных скалок и борштанг при большом диаметре обработки (d=20…75мм) и высоких скоростях резания. Вращение втулки вместе с инструментом значительно уменьшает износ ее рабочего отверстия и увеличивает срок службы.
Неподвижные втулки по конструкции разделяются на 4 группы:
1) постоянные;
2) сменные;
3) быстросменные;
4) специальные.
Постоянные втулки (рис. 4.127) устанавливаются либо непосредственно в корпус приспособления, либо в отдельную кондукторную плиту.
Постоянные втулки применяются в приспособлениях для единичного и мелкосерийного производства, а также в тех случаях, когда из-за малых перемычек между отверстиями нельзя разместить основные и сменные втулки. Они применяются для тех кондукторов, срок службы которых не потребует смены кондукторных втулок. Ориентированный срок службы кондукторных втулок 10…15 тысяч отверстий.
 Рис. 4.127. Конструкции постоянных кондукторных втулок: а – без буртика;
Рис. 4.127. Конструкции постоянных кондукторных втулок: а – без буртика;
б – с буртиком.
Сменные втулки (рис. 4.128,а) применяются для удобства и быстроты замены изношенных втулок непосредственно на станке, без снятия приспособления со станка. Они устанавливаются в промежуточную закаленную втулку, называемую основной или гнездовой. Сменные втулки крепятся винтом. Область применения сменных втулок – серийное и массовое производство.
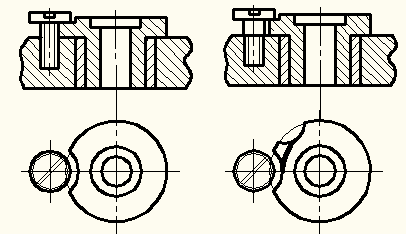
Рис. 4.128. Конструкции сменных (а) и быстросменных (б) кондукторных втулок.
Быстросменные втулки (рис. 4.128,б) применяются при последовательной обработке отверстия несколькими разными инструментами (например, сверлом, зенкером, разверткой и др.). Это требует быстрой смены инструмента и быстрой смены кондукторной втулки. Эти втулки отличаются от сменных тем, что рядом с выемкой для головки крепежного винта у них имеется вторая сквозная выемка по всей высоте буртика втулки. Эта выемка позволяет ставить и снимать втулки без отвинчивания крепежного винта. Для удобства использования буртик быстросменной втулки имеет накатку.
Специальные втулки (рис. 4.129) применяют в особых случаях, когда применение стандартных втулок невозможно или не дает эффекта.
 Рис. 4.129. Конструкции специальных втулок: а – при сверлении отверстий на наклонных или радиусных поверхностях; б – отверстие расположено на значительном расстоянии от наружной поверхности детали; в – отверстия расположены очень близко друг к другу.
Рис. 4.129. Конструкции специальных втулок: а – при сверлении отверстий на наклонных или радиусных поверхностях; б – отверстие расположено на значительном расстоянии от наружной поверхности детали; в – отверстия расположены очень близко друг к другу.
Материал втулок: кондукторные втулки с диаметрами отверстий до 25мм изготавливаются их стали У10А, У12А и калятся до твердости HRC 58-63. Основные втулки с d≤25мм изготавливаются из стали У7А и калятся до HRC 45-50. Все втулки с d>25мм изготавливаются из стали 20, цементируются на глубину h=0,8-1,2мм и калятся до твердости HRC 60-65.
| S |
| Δ |


 Значительное увеличение износостойкости втулок (в 5…8 раз) достигается изготовлением их из твердого сплава или запрессовкой в их нижнюю часть, где наблюдается наибольший износ, твердосплавных вставок.
Значительное увеличение износостойкости втулок (в 5…8 раз) достигается изготовлением их из твердого сплава или запрессовкой в их нижнюю часть, где наблюдается наибольший износ, твердосплавных вставок.
Величина увода сверла может быть определена по формуле:
 , где S – максимальный зазор между диаметрами отверстия втулки и сверла, а – расстояние от нижнего торца втулки до поверхности заготовки; h – высота кондукторной втулки; b – глубина сверления.
, где S – максимальный зазор между диаметрами отверстия втулки и сверла, а – расстояние от нижнего торца втулки до поверхности заготовки; h – высота кондукторной втулки; b – глубина сверления.
Эта формула получена из рис.3.1. Из формулы видно, что при конкретных конструктивных параметрах приспособления и заготовки величина ∆ув зависит от величины S, которая при обработке увеличивается за счет износа рабочей поверхности кондукторной втулки, что и определяет необходимость в ее замене.