Все сварочные материалы по мере их поступления должны проходить входной контроль, включающий:
· - проверку наличия сертификатов качества фирмы (завода- изготовителя);
· - проверку сохранности упаковки электродов, флюсов и проволок;
· - проверку соответствия электродов требованиям спецификаций на электроды (технических условий);
· - проверку сварочно-технологических свойств электродов.
Сварочные материалы в соответствии с требованиями изготовителя следует хранить в условиях, предупреждающих их увлажнение и гарантирующих сохранность и герметичность упаковки;
Электроды, порошковая проволока, сварочная проволока сплошного сечения, флюсы в герметичной упаковке при централизованном складировании в специально оборудованном помещении могут храниться без дополнительной проверки в течение одного года. Если упаковка электродов негерметична или повреждена, то электроды должны подвергаться дополнительной проверке их свойств и использоваться в первую очередь. Дальнейшему длительному хранению такие электроды не подлежат.
Сварочные электроды с покрытием основного вида, упакованные в картонные коробки, обтянутые термоусадочной пленкой должны быть прокалены перед сваркой при температуре 300-350°С в течение 1,0-1,5 час. с последующим размещением в термостатах. В случае, если по какой-либо причине прокаленные электроды находились в негерметичной емкости в течение более 8 час. требуется их повторная прокалка. Допускается повторная прокалка до 5 раз при общем времени прокалки не более 10 час.
Сварочные электроды с покрытием основного вида, упакованные в герметичные металлические банки, не следует прокаливать перед сваркой. Однако, в случае, если электроды из открытой металлической банки не были использованы в течение рабочей смены (~ 8 час.), они должны быть прокалены.
Сварочные электроды с целлюлозным покрытием зарубежного производства поставляются в металлических герметичных банках-пеналах и не требуют предварительной сушки перед использованием. Открытые упаковки с электродами необходимо тщательно закрывать во время перерывов в сварке. При этом условии электроды пригодны к сварке в течение 24 час. (при температуре воздуха ~ +20°С). Если целлюлозные электроды по какой-либо причине не были использованы в течение этого промежутка времени, то они не подлежат дальнейшему использованию.
Исключение составляют целлюлозные электроды фирмы "Линкольн Электрик". В случае длительного хранения на открытом воздухе и чрезмерного увлажнения, разрешается их сушка перед использованием при температуре 80-90°С в течение 10-20 мин.
Поверхность сварочной проволоки должна быть свободной от ржавчины, окалины, следов смазки и загрязнений. При их наличии проволоку следует очистить на станке типа МОН-52 с последующей рядной намоткой проволоки на съемные катушки сварочной головки. При очистке и перемотке проволоки не следует допускать ее резких перегибов.
Плавленый сварочный флюс следует хранить в сухих складских помещениях в герметичной упаковке завода-изготовителя (мешках из многослойной крафт-бумаги или металлических емкостях-контейнерах). На упаковке должны быть указаны завод-изготовитель, марка флюса, номер ГОСТа или технических условий, масса, номер партии. Каждая партия флюса должна иметь сертификат с указанием завода-изготовителя, марки флюса, номера партии и приемо-сдаточных характеристик (состав флюса, насыпная плотность, размер зерен).В случае повреждения упаковки флюса его следует поместить для хранения в герметичную емкость, на которой необходимо указать марку флюса, номер партии и сертификата, завод (фирму) - изготовитель. Запрещается смешивать флюсы разных марок, партий поставки и заводов-изготовителей.Перед использованием плавленые флюсы (АН-348А, АНЦ-1 и АН-47) должны быть прокалены при температуре 300-350°С в течение 1,5 часов, агломерированный флюс - при температуре 300°С в течение 2 часов. Высота слоя флюса при прокалке - не более 6 см. Для выполнения прокалки запрещается использование самодельных сушильно-прокалочных устройств.
Самозащитная порошковая проволока типа Иннершилд для полуавтоматической сварки поставляется на кассетах с рядной намоткой весом 6,35 кг. В упаковке из толстого полиэтиленового мешка размещается четыре кассеты. Полиэтиленовый мешок с кассетами помещается в герметичные пластмассовые ведра. Внутри ведра имеются пакеты с влагопоглощающим компонентом. Общий вес упаковки 25,4 кг. Проволока не требует предварительной сушки-прокалки перед использованием. Поверхность проволоки не должна иметь вмятин, надрывов и следов коррозии. Порошок-наполнитель не должен высыпаться при обломе проволоки. Проволока должна легко обламываться руками, при этом ее конец (место излома) быть готовым к сварке без последующей правки.
Примечание. Если сварщик сварил допускной стык одной маркой или сочетанием марок сварочных материалов, входящих в соответствующую группу, он квалифицируется на сварку всеми сварочными материалами (или их сочетанием), входящими в данную группу.
Правка и чистка
Анализ дефектов, обнаруживаемых при сборке под сварку самых распространённых видов заготовок, показывает, что большинство брака получается в результате некачественно проведённой подготовки к сварочным работам.
Попытки исправить положение путём переделки уже готовой конструкции, как правило, безрезультатны. Считается, что это очень трудоёмкая задача.
Подготовка поверхностей металла к сварке должна проводиться без излишнего акцентирования внимания на точности разметки и фиксации стыковочных зон, заметно усложняющего процесс сборки.
Дело в том, что используемые на практике методы сплавления металла обеспечивают получение хороших сварных швов (соединений) даже с учётом небольших отклонений в размерах и положений сопрягаемых поверхностей.
 Перед началом работ сборочные заготовки из металла должны пройти две обязательные процедуры, состоящие в удалении имеющихся неровностей (правка) и последующей их очистке от следов различных загрязнений.
Перед началом работ сборочные заготовки из металла должны пройти две обязательные процедуры, состоящие в удалении имеющихся неровностей (правка) и последующей их очистке от следов различных загрязнений.
Каждая из этих операций может быть проведена либо вручную, либо с использованием особого оборудования и заранее подготовленных травильных ванн.
На металле перед сваркой не должно быть следов ржавчины, смазки и загрязнений, детали должны быть без искривлений, готовыми к сборке. Подготовка на этом этапе предполагает также удаление влаги.
Яндекс.ДиректПлазменная резка в Екатеринбурге
Разметка и наметка
По завершении правки и чистки начинаются второй этап подготовки металла перед сваркой. Это так называемые «заготовительные» операции, предполагающие разметку или наметку деталей.
Первая их них состоит в перенесении контуров заготовки на сборное изделие с последующим кернением металла вдоль всей линии реза, а также её маркировку.
Наметка осуществляется путём перенесения размеров, снятых с предварительно сделанного шаблона, изготавливаемого из картона, тонкой металлической пластины или фанеры.
В процессе переноса контуры шаблона обводят специальной чертилкой, а затем вдоль получившейся линии наносят керн с одновременной маркировкой детали.
Для вырезки различных по толщине свариваемых изделий могут применяться ножницы по металлу, ручные резаки или газопламенные механизмы-автоматы.
Кромки
 В отдельных случаях, связанных с необходимостью удаления следов наклепок, или же правки имеющихся неровностей, кромки металла нуждаются в дополнительной механической обработке.
В отдельных случаях, связанных с необходимостью удаления следов наклепок, или же правки имеющихся неровностей, кромки металла нуждаются в дополнительной механической обработке.
Для этого потребуется заводское кромкострогальное оборудование, а в случае крайней необходимости – и механизмы для холодной или горячей гибки металлов.
Выбор одного из указанных вариантов подготовки под сварку зависит от толщины деталей и величины устраняемых неровностей.
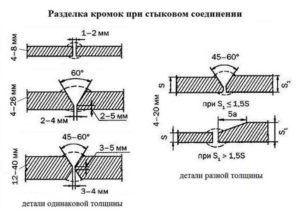
Если толщина свариваемого металла больше 3 мм, то подготовка под сварку будет включать разделку кромки. Если разделку не проводят, то увеличивают сварочный ток и выполняют сварку послойно.
Чтобы обеспечить плотный стык, исключить деформацию шва и сильные напряжения, кромки металла притупляют. Правильно выполненный скос помогает сделать плавный переход между деталями разной толщины.
По завершении основных этапов подготовки переходят непосредственно к креплению обрабатываемой заготовки в зоне сварки.
Способы фиксации деталей (сборочные приспособления)
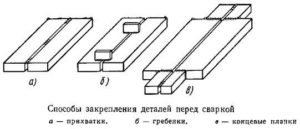 Фиксация металла также считается его подготовкой к сварке. По традиции положение деталей перед электросваркой обеспечивается посредством швов небольшого размера, называемых прихватками.
Фиксация металла также считается его подготовкой к сварке. По традиции положение деталей перед электросваркой обеспечивается посредством швов небольшого размера, называемых прихватками.
Причём их сечение не должно превышать половины размера самого шва. Длина прихватов выбирается не более 2-х, а шаг установки – 30-80 сантиметров.
Такие швы выполняются покрытыми электродами с применением защитных газов или же под флюсом. При работе с узлами жёстких конструкций вместо прихватов делается сплошной («беглый») шов небольшого размера, обеспечивающий требуемое расположение деталей при их монтаже.
Как прихватки, так и «беглое» соединение металла выполняется со стороны, обратной месту формирования будущего соединения или первого его слоя. При этом беглый шов одновременно обеспечивает удержание расплавленного металла в границах сварочной ванны.
Для дополнительного крепления заготовок из металла рекомендуется применять специальные планочные гребёнки, удаляемые по мере оформления соединения.
К недостаткам использования таких сборочно-сварочных приспособлений следует отнести непроизводительный расход металла и сложности, связанные с зачисткой получившихся соединений.
Помимо уже рассмотренных приёмов в процессе подготовки к сварке детали могут крепиться посредством специальных струбцин, уголков, клиньев или подобных им механических приспособлений.
Трубные изделия
Подготовка оборудования для обрезки труб перед сваркой состоит в выборе варианта их резки, которая в зависимости от толщины металла организуется одним из следующих способов: специальными ножницами по металлу;
посредством циркулярного инструмента (фрезой или болгаркой);
с применением газового резака.
Хороших результатов удаётся достичь при обработке труб из металла на так называемых «кислородных» станках, Однако подготовка таким способом возможна лишь в условиях производства.
Смещение
Сборка под сварку трубных изделий из металла с любым видом шва происходит со смещением в зоне стыков трубопровода на оговоренные ГОСТом минимальные расстояния. При подготовке к двухсторонней сварке разрешено обходиться без смещения при соблюдении условия их выставления другими способами.
Для удержания труб в фиксированном положении используют прихватки, которые равномерно располагаются по всему диаметру стыка. Их количество зависит от типоразмера труб (их диаметра) и может варьироваться от 2-х до 4-х и более штук.
Для грамотного устройства таких прихваток всегда нужно помнить о том, что их высота не должна превышать трети толщины стенок трубного изделия.
Подогрев стыков
Потребность в предварительном разогреве трубных стыков перед сваркой определяется маркой материала изделий, в зависимости от которой все они подразделяются не несколько групп.
Прогрев заготовок с толщиной стенок от 5 до 10 мм организуется посредством специальных электродов с целлюлозным (рутиловым) покрытием и производится при температурах не ниже -10…-20 градусов.
Когда изделия сваривают на открытом воздухе (при температурах -10 градусов и ниже) – подогрев труб со стенками толщиной более 10 мм считается обязательным.
Причём замеры минимальной температуры нагрева производятся на некотором удалении от хорошо зачищенных металлической щёткой стыков (5-10 миллиметров от кромки). Для этого используются измерительные бесконтактные термометры или термические датчики типа «карандаш».
В заключение ещё раз отметим, что независимо от типа сварочного аппарата, а также от условий проведения работ все виды обрабатываемых деталей и заготовок должны пройти соответствующую подготовку.
Лишь в этом случае удаётся получить качественное сварное соединение, обеспечивающее надёжность и долговечность всей сборной конструкции.
§ 28. Подготовка металла под сварку
Подготовка поверхности металла под сварку. При подготовке деталей под сварку поступающий металл подвергается правке, разметке, наметке, резке, подготовке кромок под сварку, холодной или горячей гибке.
Металл правят либо вручную, либо на различных листоправильных вальцах. Ручную правку выполняют на чугунных или стальных правильных плитах ударами кувалды или с помощью ручного винтового пресса. Угловая сталь правится на правильных вальцах (прессах), двутавры и швеллеры - на приводных или ручных правильных прессах.
Разметка и наметка - это такие операции, которые определяют конфигурацию будущей детали. Механическая резка применяется для прямолинейного реза листов, а иногда для криволинейного реза листов с использованием для этой цели роликовых ножниц с дисковыми ножами. Углеродистые стали разрезают газокислородной и плазменно-дуговой резкой. Эти способы могут быть ручными и механизированными. Для резки легированных сталей, цветных металлов может применяться газофлюсовая или плазменно-дуговая резка.
Основной металл и присадочный материал перед сваркой должны быть тщательно очищены от ржавчины, масла, влаги, окалины и различного рода неметаллических загрязнений. Наличие указанных загрязнений приводит к образованию в сварных швах пор, трещин, шлаковых включений, что приводит к снижению прочности и плотности сварного соединения.
Подготовка кромок под сварку. К элементам геометрической формы подготовки кромок под сварку (рис. 25) относятся угол разделки кромок α, притупление кромок S, длина скоса листа L при наличии разности толщин металла, смещение кромок относительно друг друга б, зазор между стыкуемыми кромками а.
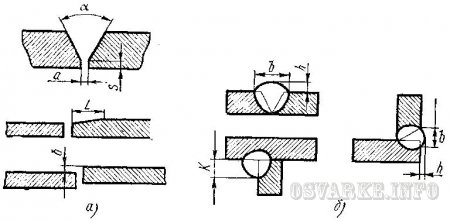
Рис. 25. Элементы геометрической формы подготовки кромок под сварку (а) и шва (б):
в - ширина шва, h - высота шва, К - катет шва
Угол разделки кромок выполняется при толщине металла более 3 мм, поскольку се отсутствие (разделки кромок) может привести к непровару по сечению сварного соединения, а также к перегреву и пережогу металла; при отсутствии разделки кромок для обеспечения провара электросварщик должен увеличивать величину сварочного тока.
Разделка кромок позволяет вести сварку отдельными слоями небольшого сечения, что улучшает структуру сварного соединения и уменьшает возникновение сварочных напряфжений и деформаций.
Зазор, правильно установленный перед сваркой, позволяет обеспечить полный провар по сечению соединения при наложении первого (корневого) слоя шва, если подобран соответствующий режим сварки.
Длиной скоса листа регулируется плавный переход от толстой свариваемой детали к более тонкой, устраняются концентраторы напряжений в сварных конструкциях.
Притупление кромок выполняется для обеспечения устойчивого ведения процесса сварки при выполнении корневого слоя шва. Отсутствие притупления способствует образованию прожогов при сварке.
Смещение кромок создает дополнительные сварочные деформации и напряжения, тем самым ухудшая прочностные свойства сварного соединения. Смещение кромок регламентируется либо ГОСТами, либо техническими условиями. Кроме того, смещение кромок не позволяет получать монолитного сварного шва по сечению свариваемых кромок.
ГОСТ 5264-80 предусматривает для стыковых соединений формы подготовленных кромок, представленные на рис. 26; для угловых соединений - на рис. 27; тавровых – на рис. 28 и нахлесточных - на рис. 29.
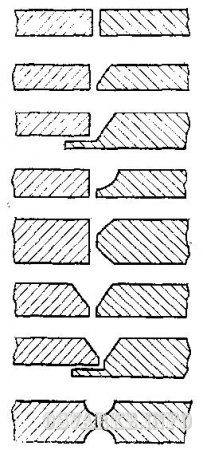
Рис. 26. Форма подготовленных кромок под сварку для стыковых соединений

Рис. 27. Форма подготовленных кромок под сварку для угловых соединений
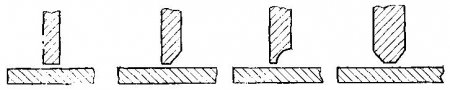
Рис. 28. Форма подготовленных кромок под сварку для тавровых соединений
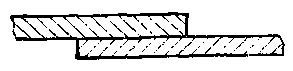
Рис. 29. Форма подготовленных кромок под сварку для нахлесточных соединений
Подготовку кромок под сварку выполняют на механических станках - токарных (обработка торцов труб), фрезерных, строгальных - обработка листов и т. д., а также применением термической резки. Листы, трубы, изготовленные из углеродистых сталей, обрабатываются газокислородной резкой. В качестве горючих газов могут служить ацетилен, пропан, коксовый газ и т. д. Цветные металлы, а также нержавеющие стали обрабатываются плазменной резкой.
Перед сваркой особо ответственных конструкций торцы труб или листов после газокислородной резки обрабатывают дополнительно механическим путем; это делается для того, чтобы избежать каких-либо включений в металле.
Требования к сборке металлических деталей перед сваркой. Применяемые сборочно-сварочные приспособления должны обеспечивать доступность к местам установки деталей и прихваток, к рукояткам фиксирующих и зажимных устройств, а также к местам сварки. Эти приспособления должны быть также достаточно прочными и жесткими, обеспечивать точное закрепление деталей в нужном положении и препятствовать их деформированию в процессе сварки. Кроме того, сборочно-сварочные приспособления должны обеспечивать наивыгоднейший порядок сборки и сварки: наименьшее число поворотов при наложении прихваток и сварных швов; свободный доступ для проверки размеров изделий и их легкий съем после изготовления; безопасность сборочно-сварочных работ.
Любая сборочная операция не должна затруднять выполнение следующей операции. Поступающие на сборку детали должны быть тщательно проверены; проверке подлежат все геометрические размеры детали и подготовленная форма кромок под сварку.
Сборка сварных конструкций, как правило, осуществляется либо по разметке, либо с помощью шаблонов, упоров, фиксаторов или специальных приспособлений - кондукторов, облегчающих сборочные операции.
Подготовку и сборку изделий под сварку выполняют с соблюдением следующих основных обязательных правил: притупление кромок и зазоры между ними должны быть равномерными по всей длине; кромки элементов, подлежащих сварке, и прилегающие к ним места шириной 25-30 мм от торца кромки должны быть высушены, очищены от грата после резки, масла, ржавчины и прочих загрязнений; во избежание деформаций прихватку следует выполнять качественными электродами через интервал не более 500 мм при длине одной прихватки 50-80 мм; для обеспечения нормального и качественного формирования шва нужно в начале и в конце изделия прихватывать планки.
1.Для чего делают притупление кромок?
2. Как влияет смешение кромок на качество сварного соединения?
Подготовка и сборка деталей под сварку Подготовка и сборка деталей под сварку подразумевает выполнение очистки, выравнивания, разметки, резания и сборки заготовок.[context] Кромки и примыкающую зону, 20-30 мм с каждой стороны, очищают от ржавчины, краски, окалин, масла и других загрязнений.
Качественно подготовленные кромки и прилегающая зона имеют металлический блеск, что достигается при использовании металлических щеток, пламя, а при ответственных соединениях используют травление, обезжиривание, пескоструйную обработку. Более подробно об очистке заготовок перед сваркой смотрите в этой статье. Детали с вмятинами, выпуклостями, волнистостью, искривлением обязательно выпрямляют. В холодном состоянии можно выпрямлять листы и прокат вручную или при помощи машин.
При сильной деформации металла выпрямление делают в горячем состоянии. Для выпрямления используют молотки, прессы, правильные машины. Следующий этап подготовки деталей перенесение размеров из чертежа на металл и его разметка. Для измерений и разметки используют метры, линейки, угольники, циркули, чертилки, маркеры, мел и специально изготовленные шаблоны. Во время сварки заготовки укорачиваются, что необходимо учитывать при разметке заготовок. Для этого используют припуск с расчета 1 мм на каждый поперечный стык и 0,1-0,2 мм на 1 м продольного шва.
После разметки детали разрезают термическими или механическими способами, для придания заготовкам необходимого размера и формы. Кромки на местах будущих сварных соединений делают напильником, зубилом или механическим способом на фрезерных станках, строгальных станках и др.
Угол скоса зависит от способа сварки, химического состава металла и его толщины. Проверку угла скоса кромок делают при помощи шаблонов.
Сборка деталей под сварку производится одним из трех подходов: предварительно собрать всю деталь и сварить все необходимые швы; сварить часть конструкции и к ней постепенно присоединять недостающие детали; предварительная сборка и сварка изделия с отдельных узлов конструкции; Продуктивность и качество изготовления сварных конструкций во многом зависит от базовых поверхностей (баз) для сборки сварных конструкций.
Базовыми считаются поверхности с наибольшими размерами; в качестве направляющей базы — самую длинную поверхность; опорной базой считают любого размера поверхность в нормальном состоянии и неизменной форме (без резов, капель, швов). Выбирать базу стоит исходя из наличия сборочных приспособлений, вида заготовок, жесткости деталей и точности из размещения, зазора между кромками. Важно учитывать сварочные напряжения и деформации.