Расчетно-графическая работа
Ерофеев Михаил Геннадьевич
Руководитель: Нагимов А.Х.
УФА 2007
Оглавление
Введение
1. Машины для увлажнения зерна и их место в технологической схеме
2. Аппарат для увлажнения зерна А1 – БАЗ и его устройство
3. Разработка и расчет форсунки для увлажнительного аппарата А1 – БАЗ
Заключение
Библиографический список
Введение
В процессе подготовки зерна к помолу в муку стремятся придать ему свойства, которые в наибольшей степени способствуют получению нужных результатов.
Следовательно, ГТО – это средство направленного изменения структурно- механических свойств составных частей зерна.
Комплекс процессов ГТО зерна включает в себя следующие технологические операции:
- увлажнение зерна в процессе его мойки в моечных машинах;
- дозированное поэтапное увлажнение в специальных увлажнительных аппаратах различной конструкции;
- увлажнение зерна в процессе мокрого шелушения;
- отволаживание – это выдержка зерна в специальных бункерах для поглощения и распределения влаги в анатомических частях зерна, в соответствии с их структурными особенностями; этот процесс сопровождается снижением прочности эндосперма в результате появления микротрещин;
- тепловое воздействие на зерно – служит усиливающим фактором при ГТО, оно осуществляется в кондиционерах, подогревателях или при использовании подогретой воды в машинах и аппаратах для ГТО зерна;
- фильтрация сточных вод.
При проведении ГТО стремятся прежде всего усилить различие свойств оболочек и эндосперма. Однако на мукомольном заводе процесс ведут так, чтобы снизить прочность эндосперма и повысить прочность оболочек, а на крупозаводе – наоборот: повысить прочность ядра и уменьшить прочность оболочек. Чем более заметно пройдут эти изменения, тем выше будет эффективность переработки зерна в муку и крупу. Степень изменения технологических свойств зерна определяется конкретным способом ГТО и особенностями взаимодействия зерна с водой.
Таким образом, основная цель ГТО на мукомольных и крупяных заводах состоит в направленном изменении исходных технологических свойств зерна в заданном размере, для стабилизации их на оптимальном уровне.
1. Машины для увлажнения зерна и их место в технологической схеме
В технологии производства сортовой муки, этап увлажнения и отволаживания зерна является одним из наиболее важных. Выход муки высоких сортов и общий выход муки существенно зависят от техники и технологии дозированной обработки зерна водой. Поскольку процесс размола зерна и его промежуточных продуктов построен по принципу последовательного измельчения, то его необходимо вести так, чтобы частицы эндосперма дробились значительно легче и мельче, чем оболочечные частицы зерна, что достигается в результате обработки зерна водой с последующим отволаживанием.
Сочетание обработки зерна водой с шелушением позволяет лучше очистить поверхность зерна от грязи, пыли и микроорганизмов.
На мукомольных заводах, оснащенных комплектным оборудованием, применяют два варианта водной обработки зерна.
Первый вариант предусматривает этапы первичного увлажнения примерно на 1,5…2% с одновременным шелушением поверхности зерна в машинах мокрого шелушения А1 – БМШ. При этом снимается около 0,1% оболочек. Дополнительному дозированному увлажнению зерно при необходимости подвергают в увлажнительном аппарате А1 – БУЗ капельно-жидкой распыленной влагой. Здесь зерно увлажняют примерно на 1,5% и направляют в закрома для отволаживания, где влага в течение определенного времени распределяется между анатомическими частями зерна. Проникая в микротрещины эндосперма, влага ослабляет связи между его частями: эндосперм становится хрупким, а оболочки – пластичными.
Схема обработки зерна на этом этапе построена таким образом, что позволяет широко варьировать степенью увлажнения и временем отволаживания в зависимости от качества исходного зерна. Предусмотрена возможность увлажнения зерна в аппарате А1 – БУЗ с последующим отволаживанием.
В схеме предусмотрен обязательный процесс доувлажнения зерна с кратковременным отволаживанием. Цель этой технологической операции – усилить различие физико-механических свойств оболочек и зерна перед измельчением. В соответствии с этим степень увлажнения и время отволаживания выбирают таким образом, чтобы влага проникла только в оболочки зерна. На этом этапе приращение влажности составляет 0,15…0,3%, а время отволаживания не превышает 15 минут. Доувлажнение производят в аппарате А1 – БАЗ, оборудованном устройством тонкодисперсного распыления воды.
Второй вариант предусматривает увлажнение в машинах интенсивного увлажнения типа А1 – БШУ, где зерно обрабатывается с минимальным расходом воды при отсутствии моечных отходов и сточных вод.
2. Аппарат для увлажнения зерна А1 – БАЗ и его устройство
Увлажнительный аппарат А1-БАЗ дозированно подает воду в шнек, который перемешивает и транспортирует зерно. Основным рабочим органом аппарата является форсунка, подающая воду в зерновую массу.
Система подачи воды оборудована устройством контроля расхода, фильтром очистки воды, вентилями и клапанами для управления потоком воды. Предусмотрено также автоматическое устройство, отключающее воду в случае прекращения подачи зерна в увлажнительный шнек. Элементы системы, обеспечивающие подачу воды, смонтированы на панели, которая закрепляется на стене в непосредственной близости от аппарата. В увлажнительном аппарате А1-БАЗ вода форсункой распыливается под давлением, с помощью мембранного компрессора, подающего сжатый воздух.
Устройство увлажнительного аппарата А1-БАЗ выглядит следующим образом (рисунок 2.1). Основные узлы аппарата: - шнек; - панель управления; - индикатор наличия зерна; - компрессор.

Рисунок 2.1 Увлажнительный аппарат А1 – БАЗ
Увлажнительный аппарат А 1-БАЗ:
1 — шнек; 2 — вентиль; 3 — манометр; 4 — клапан редукционный;
5 — фильтр; 6 — вентиль мембранный электромагнитный;
7 — панель; 8 — коробка распределительная; 9 — ротаметр;
10 — вентиль регулирующий; 11 — кран спускной; 12 — форсунка
А 1-БАЗ; 13 — индикатор наличия зерна; 14 — компрессор;
15 — форсунка А 1-БУЗ
На шнеке смонтированы индикатор наличия зерна 13 и форсунка 12. Шнек приводитсяво вращение от электродвигателя, вал которого соединен с валом шнека при помощи муфты. Аппаратура подачи воды содержит следующие элементы: редукционный клапан 4, манометр 3, вентиль 2, фильтр 5, электромагнитный вентиль 6, регулирующий вентиль 10, ротаметр 9, форсунку 12.
Фильтр (рисунок 2.2) выполнен в виде металлического стакана 4, в основание которого ввинчен полый стержень с отверстиями. На стержень надет цилиндрический керамический фильтр 3. Внутренняя полость фильтрующего элемента сверху и снизу герметизирована резиновыми прокладками 7. Элементы фильтра стянуты гайкой 1. Вода поступает через канал 6 восновании под стаканом, проходит сквозь фильтрующий элемент 3 в отверстия центрального стержня и по каналу 5 направляется к электромагнитному вентилю. Последний дискретно управляет потоком воды в зависимости от электрической команды индикатора наличия зерна. Регулирующий вентиль 10 (рисунок 2.1) — игольчатого типа. Перемещение иглы осуществляется вручную с помощью маховичка.
В индикаторе наличия зерна (рисунок 2.3) в качестве чувствительного элемента установлена поворотная заслонка 8, на которую падает поток зерна с направляющего лотка 9. Эти два элемента смонтированы в металлическом корпусе 2.
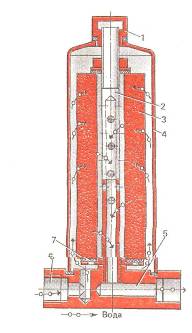
Рисунок 2.2 Фильтр
1 — гайка; 2 — стержень; 3 — фильтр керамический; 4 — стакан; 5 — канал выходной; 6 – канал входной; 7 – прокладка резиновая
Поворотная заслонка закреплена в направляющей 4, которая смонтирована на кронштейне 3. В коробке 10 датчика, прикрепленного двумя болтами к стенке корпуса 2, расположены микровыключатель 7 и пружина 5, уравновешивающая силу давления потока зерна на поворотную заслонку 8.
Поток зерна отклоняет заслонку, которая перемещает направляющую 4. Микровыключатель 7 срабатывает и дает команду на открытие электромагнитного вентиля. Натяжение пружины регулируют винтом 6. Коробка 10 датчика изолирована эластичной резиновой мембраной 11 от бункера, куда поступает зерно.

Рисунок 2.3 Индикатор наличия зерна
1 — патрубок приемный; 2 — корпус; 3 — кронштейн; 4 — направляющая; 5 — пружина; 6 — винт; 7 — микровыключатель; 8 — заслонка поворотная; 9 — лоток направляющий; 10 — коробка датчика; 11— мембрана
Форсунка А1-БАЗ 12 (рисунок 2.1) состоит из корпуса, рабочего сопла для разбрызгивания воды и двух труб-угольников. Через один угольник подается вода, а через другой — воздух. Степень распыления воды можно регулировать вращением резьбовой втулки, которая дросселирует воздушный поток. Стабилизацию увлажнения зерна в аппарате А1 -БАЗ в значительной мере обеспечивают регуляторы потока зерна УРЗ-1 и УРЗ-2, установленные после силосов для неочищенного зерна и после силосов для отволаживания.
Таблица 2.1 Техническая характеристика увлажнительного аппарата А1 - БАЗ
| Показатели | А1-БАЗ |
| Производительность, т/ч | |
| Увлажнение зерна (не более), % | |
| Давление воды, МПа | 0,05...0,07 |
| Давление сжатого воздуха, МПа | 0,1 |
| Расход сжатого воздуха, м3/мин | 0,07 |
| Расход воды (не более), л/ч | |
| Габариты панели, мм: | |
| длина | |
| ширина | |
| высота | |
| индикатора наличия зерна | |
| длина | |
| ширина | |
| высота | |
| форсунки | |
| длина | |
| ширина | |
| высота | |
| Масса (без шнека), кг |
3. Разработка и расчет форсунки для увлажнительного аппарата А1 – БАЗ
Основным направлением моей работы стало разработка форсунки – главного рабочего органа данного аппарата. Производительность зависит от количества отверстий форсунки. Для расчета оптимального количества отверстий я принял диаметр диффузора 64 мм.
Площадь трубы (диффузора):
 (3.1)
(3.1)
 3215 мм2;
3215 мм2;
Диаметр отверстий принимаем 3 мм. Рассчитываем площадь отверстия:
 ; (3.2)
; (3.2)
Sотв  7,1 мм2
7,1 мм2
Тогда количество отверстий находим по формуле:
 ; (3.3)
; (3.3)

Заключение
В ходе работы мною была изучена конструкция, работа и технические характеристики увлажнительного аппарата А1 – БАЗ, а также был произведен расчет и подбор параметров форсунки. Необходимо было определить количество отверстий в форсунке, в результате их получилось 452 шт. диаметром 3 мм.
Литература
1 Бутковский В.А., Птушкина Г.Е. Технологическое оборудование мукомольного производства. – М.: ГП «Журнал Хлебопродукты», - 1999. 208 с.
2 Демский А.Б., Веденьев В.Ф. Оборудование для производства муки, крупы и комбикормов. Справочник. – М.: ДеЛи принт, 2005. – 760 с.
3 Соколов А.Я. Технологическое оборудование хранения и переработки зерна. – М.: Колос. – 1984. 365 с.
4 Нагимов А.Х. Методические указания для лабораторных работ
5 Стандарт организации СТО 0493582-003-2005 БГАУ