Содержание
Введение
Тема 1: Разметка мест установки светильников
1.1Разметка мест установки одного светильника
1.2Разметка мест установки двух светильников
1.3Разметка мест установки четырёх светильников
1.4Разметка мест установки нескольких светильников в шахматном порядке
Тема 2: Оконцовка жил кабелей
2.1Общие сведения
2.2Способы и последовательность выполнения опрессовки
Приложение
Заключение
Использованной литературы
Введение
В заданной письменной курсовой работе я рассматриваю первую тему: ”Разметка мест установки светильников,, и для более глубокого её изучения ставлю перед собой следующие цели:
I. В каких случаях ставят несколько светильников и одну
II. Какими приборами производятся разметка
III. Как производят расчёт на количество светильников
И вторая тема: ”Оконцовка жил кабелей,, ставлю следующие цели:
I. Рассмотрим общие сведенья об оконцевании жил кабелей
II. Написать способы и последовательность выполнения опрессовки
Тема
Разметка мест установки светильников
1.1 Разметка мест установки одного светильника
(Рис.1)
Разметить две диагональные линии на полу. Отметить точку пересечения диагоналей. Перенести точку пересечения диагоналей. Перенести точку пересечения диагоналей с пола на потолок с помощью шеста с отвесом, для чего остриё шеста установить на потолке с таким расчётом над точкой пересечения диагональных линий на полу.
1.2 Разметка мест установки двух светильников
(Рис.2)
Разметить осевую линию по центру вдоль помещения. На осевой линии отметить точку расположенные на расстоянии В/4 от поперечных стен. Перенести две разметочные точки на потолок с помощью шеста и отвеса. Выполнять разметку в указанной последовательности непосредственно на потолке с помощью линейки-рамки или двух шестов со шнуром.
1.3 Разметка мест установки четырёх светильников
(Рис.3)
Разметить на полу две линии параллельные продольным стенам, на расстоянии А/4. На линиях отметить четыре точки на расстоянии В/4 от поперечных стен. Перенести разметочные точки на потолке с помощью шеста и отвеса. Выполнив разметку в указанной последовательности непосредственно на потолке с помощью линейки-рамки или двумя шестов со шнуром.
1.4 Разметка мест установки нескольких светильников в шахматном порядке
(Рис.4)
Разметить на полу две линии параллельно продольным стенам, на расстоянии А/4. На одной линии отметить точки: первую на расстоянии В/9 остальные через каждые 2В/9. На другой линии повторить разметку в таком же порядке только начать отчёт от противоположной поперечной стене. Выполнить разметку в указанной последовательности непосредственно на потолке с помощью линейки-рамки или двух шестов со шнуром.
Тема
Оконцовка жил кабелей
Общие сведения
Оконцевание жил кабелей, контактные соединения шин и присоединения шин к контактным выводам электрооборудования являются ответственными технологическими операциями, в результате которых обеспечиваются надежный электрический контакт и механическая прочность. От качества их выполнения в значительной степени зависит надежность работы электроустановок.
Оконцевание жил кабелей производят опрессовкой, сваркой, пайкой или болтовыми и винтовыми сжимами; медных жил опрессовкой, пайкой или сжимами. Область применения различных способов оконцевания и соединения алюминиевых и медных жил проводов и кабелей, контактных соединений и присоединений шин определена стандартами нормами, правилами и инструкциями и ГОСТ 10434-82*.
Способы и последовательность выполнения опрессовки
Опрессовку выполняют ручными клещами, механическим, пиротехническим или гидравлическим прессом с помощью сменных пуансонов и матриц. Пуансоны и матрицы подбирают по диаметру трубчатой части наконечника или соединительной гильзы. Различают два способа опрессовки: местного вдавливания и сплошного обжатия.
При местном вдавливании следят за тем, чтобы лунки были расположены соосно опрессовываемой жиле и друг другу. При оконцевании лунки делают на лицевой стороне наконечника. Для контроля качества глубину вдавливания (лунки) при местном вдавливании или степень сплошного обжатия проверяют выборочно не менее чем у 1 % наконечников и гильз.
При применении гидропресса с автоматическим контролем глубины вдавливания или обжатия отпадает необходимость в операции выборочного контроля качества спрессовывания.
Рассмотрим последовательность операции опрессовки.
Алюминиевые жилы. Однопроволочные 2,5-10мм2. Опрессовку производят в гильзах ГАО. Гильзу выбирают в соответствии с количеством и сечением соединяемых жил.
Опрессовку выполняют в определенной технологической последовательности(рис.5):выбирают гильзу, инструменты и механизмы, пуансоны и матрицы, зачищают концы жил (на длине 20,25 и 30мм для гильз ГАО-4,ГАО-5,ГАО-6 и ГАО-8 соответственно) и внутреннюю поверхность гильзы до металлического блеска и сразу же смазывают их кварце вазелиновой пастой (зачистка и смазка гильз выполняются в случае, если это не было выполнено на заводе-изготовителе); вставляют жилы в гильзу. При суммарном сечении соединяемых жил меньше диаметра внутреннего отверстия гильзы следует ввести дополнительные проволоки жил для уплотнения места соединения. Производят опрессовку до соприкосновения пуансона с матрицей, как показано на (рис.5,в). После опрессовки остаточная толщина материала должна быть при гильзах ГАО-4 3,5мм; ГАО-5 и ГАО-6 4,5мм; ГАО-8 6,5мм. Перед изолированием выполненное контактное соединение протирают ветошью, смоченной в бензине. Изолируют место опрессовки изоляционной лентой. При одностороннем вводе жил в гильзу и диаметрах гильз 7 и 9мм вместо изоляционной ленты применяют полиэтиленовые колпачки (рис.5,г).
Однопроволочные и многопроволочные 16-240мм2. Опрессовку оконцеваний производят в алюминиевых и медно-алюминиевых наконечниках по ГОСТ и штифтовых наконечниках по ГОСТ; опрессовку соединений в алюминиевых гильзах по ГОСТ.
Работу выполняют в такой последовательности (рис. 2,3): выбирают наконечник или соединительную гильзу, пуансон, матрицу и механизм для опрессовки согласно. Затем проверяют наличие слоя кварцевазелиновой пасты на их внутренней поверхности. Если наконечники или гильзы получены с завода несмазанными, то очищают внутреннюю поверхность ветошью, смоченной в бензине, и смазывают ее пастой.
Затем снимают с концов жил изоляцию: при оконцевании-на длине, равной длине трубчатой части наконечника, а при соединении-на длине, равной половине длины гильзы. Очищенную от изоляции жилу зачищают щеткой из кардоленты до металлического блеска и сразу же смазывают кварце вазелиновой пастой. Перед зачисткой жил с бумажной пропитанной изоляцией их необходимо протереть ветошью, смоченной в бензине. Если жилы секторные, то их перед зачисткой округляют. Операцию округления много проволочных жил выполняют плоскогубцами, а одно проволочных при помощи механической или гидравлического пресса, в который устанавливают вместо пуансона и матрицы специальный инструмент.
После того как жилы подготовлены к опрессовке, на них надевают наконечник или гильзу. При оконцевании жилу вводят в наконечник до упора, а при соединении так, чтобы торцы соединяемых жил соприкасались между собой в середине гильзы. Трубчатую часть наконечника или гильзу устанавливают в матрице и производят опрессовку. Если при этом опрессовку выполняют однозубым пуансоном, то на наконечнике делают два вдавливания (рис.4.3,е), а на гильзе-четыре (по два на каждый конец соединяемых жил). Если опрессовывают двузубым пуансоном, то на наконечнике делают одно вдавливание, а на гильзе-два. Вдавливание производят до упора шайбы пуансона в торец матрицы. Правильность глубины вдавливания проверяют штангенциркулем с насадкой или специальным измерителем (рис.6). После опрессовывания остаточная толщина материала h должна быть: при сечении жил 16-35мм 2-5,5мм, при сечении 50мм2-7,5мм, при сечении 70 и 95мм2-9,5мм, при сечении 120 и 150мм2-11,5мм, при сечении 185мм2-13мм, при сечении 240мм2-14мм. При опрессовке с помощью пресса, имеющего автоматический контроль качества опрессовки (глубины вдавливания), отпадает надобность в указанной проверке. Перед наложением изоляции острые края гильзы опиливают, закругляют и зачищают мелкой наждачной бумагой.
При опрессовке соединений жил кабелей 6-10кВ принимают меры для выравнивания электрического поля, симметрия которого нарушается против мест вдавливания. Зоны сгущения линий электрического поля могут явиться очагами возникновения местных разрядов, приводящих к пробою изоляции. Во избежание этих явлений непосредственно на гильзу накладывают экран из одного слоя полупроводящей бумаги. Перед наложением экрана лунки заполняют массой МП-I из банки с комплектом кабельных роликов и рулонов.
Необходимо помнить, что нельзя применять наконечники и гильзы, не соответствующие сечению и типу жилы, а также применять не соответствующие указанием в пуансоны и матрицы. Нельзя также «выкусывать» проволочки для облегчения ввода жилы в наконечник или гильзу и производить опрессовку без смазки жил и гильзы кварце вазелиновой пастой.
Однопроволочные жилы 25-240мм2, оконцовываемые штамповкой наконечника на жиле. Для выполнения оконцевания снимают с конца жилы изоляцию на длине: для жил сечением 25 мм2-45 мм, для 35-95мм2-50мм, для 120-240мм2-55мм.
(Рис.2,4)Опрессовка многопроволочной медной жилы в кольцевом медном наконечнике по ГОСТ 9688-82:Выбирают пуансон и матрицу в зависимости от сечения жилы. Штамповку выполняют с помощью пиротехнических механизмов ППО-95, ППО-95М и ППО-240У1. Пуансон под действием пороховых газов производит штамповку наконечника, формируя его из конца жилы. В случае неточного оформления наконечника допускается повторная штамповка при снижении мощности повторного выстрела, для чего пуансон не доводится до верхнего крайнего положения на 5-7мм. После того как отштампованный наконечник будет вынут из механизма, необходимо удалить облой с краев отверстия и по наружному периметру контактной части наконечника. Размеры наконечника после удаления облоя и зачистки кромок должны соответствовать указаниям. При этом на штампованной части наконечника не должно быть видимых трещин, раковин, наплавов и вмятин. Должна быть соосность отверстия под болт и контактной части наконечника после пяти выстрелов формующую часть пуансона необходимо смазать тонким слоем машинного масла.
Приложение 1
Рис.1

Разметка мест установки одного светильника
Рис.2

Разметка мест установки двух светильников
Приложение 2
Рис.3

Разметка мест установки четырёх светильников
Рис.4

Разметка мест установки нескольких светильников в шахматном порядке
Приложение 3
Рис.5
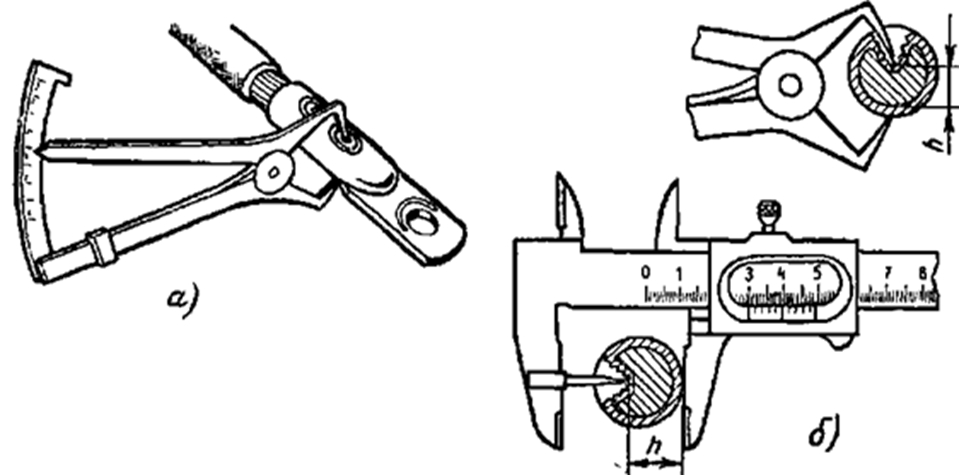
Измерение остаточной толщины материала при опрессовки соединения: а) специальным измерителем б) штангенциркулем с насадкой
Рис.6
 Опрессовка алюминиевых проводов в гильзах ГАО: а)подготовка проводов для односторонней опрессовки; б)то же для двусторонней опрессовки; в)вид соединений после опрессовки; г)вид соединения после изолирования.
Опрессовка алюминиевых проводов в гильзах ГАО: а)подготовка проводов для односторонней опрессовки; б)то же для двусторонней опрессовки; в)вид соединений после опрессовки; г)вид соединения после изолирования.
Приложение 4
Рис.7
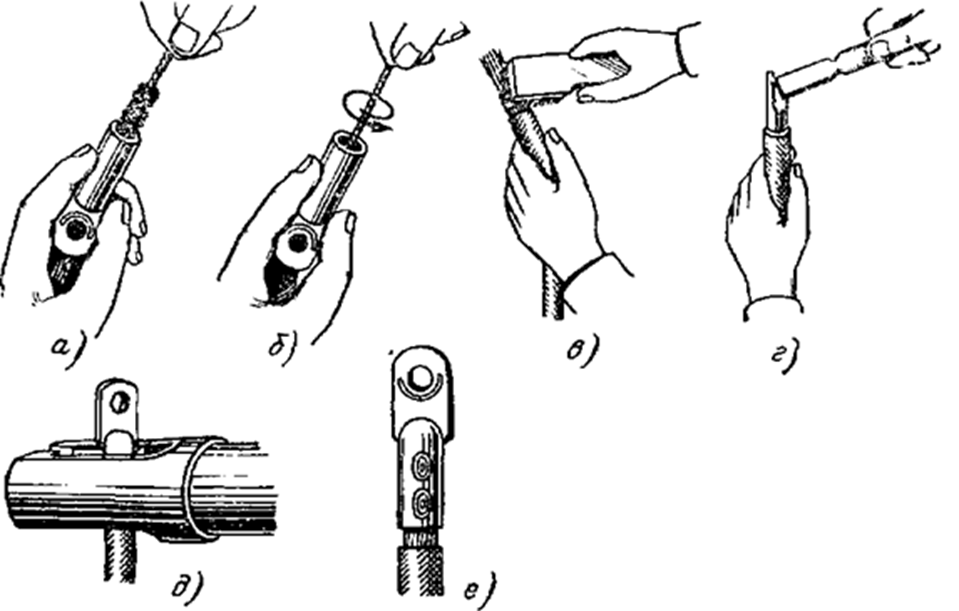
Оконцевание алюминиевых жил опрессовкой:
а)зачистка внутренней поверхности наконечника; б)смазка внутри наконечника кварцевазелиновой пастой; в)зачистка жил; г)смазка жил кварцевазелиновой пастой; д)опрессовка; е)вид после опрессовки
Рис.8

а)кольцевой наконечник до опрессовки; б)конец жилы, опрессованной кольцевым наконечником
Заключение
В данной письменной курсовой работе я рассмотрел тему: “Разметка мест установки светильников,, и пришёл к выводу:
I. Это зависит от помещения и как хорошо отсвечивает помещение, в основном если плохо отсвечивает то можно поставить несколько светильников в тех местах где не хватает освещения а если наоборот то можно поставить люстру.
II. Разметку производят при помощи мела, карандаша, линейки и при помощи разметочного циркуля.
III. Если в вашей комнате не хватает света то лучше всего поставить несколько светильников, расстояние светильников не должно быль слишком близко, отдалённость составляет 30см. В основном чтобы поставить несколько светильников используют в шахматном порядке.
И вторую тему: ‘’Оконцовка жил кабелей,, в которой пришёл к выводу:
I. Это технологическая операция в которой обеспечивают надёжность электрического контакта и механическую прочность но зависит от качества выполненной работы. Оконцевание производят опрессовкой, сваркой, пайкой, или болтовыми и винтовыми сжимами. Область применение бывают алюминиевых и медных жил проводов и кабелей, контактных соединений.
II. Есть два вида опрессовки: местного вдавливание и сплошного обжатия. Опрессовку выполняют тока вот образом: зачистка внутренней поверхности наконечника, смазки внутри наконечника кварцевазелиновой пастой, зачистка жил, смазка жил кварцевазелиновой пастой, опресовка.
Список Литературы
Атабеков.В.Б., Живов.М.С. Монтаж осветительных электоустановок-М Высш,шн.,2014
Нестеренко.М.В. Разметка мест установки светильников.2013
https://forca.ru/knigi/arhivy/montazh-elektricheskih-ustanovok-12.html