Заменитель: Ст3сп
Применение: несущие и ненесущие элементы сварных и несварных конструкций и деталей, работающих при положительных температурах. Фасонный и листовой прокат (5-й категории) толщиной до 10 мм для несущих элементов сварных конструкций, работающих при переменных нагрузках в интервале от —40 до +425 °С. Прокат от 10 до 25 мм — для несущих элементов сварных конструкций, работающих при температуре от —40 до +425°С при условии поставки с гарантируемой свариваемостью.
1.3. Сварочные материалы
Для своей конструкции я использую электрод Э46 Мр3.
Электроды МР-3 с рутиловым - основным покрытием, предназначены для сварки ответственных конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву до 490 МПа. Сварка производится во всех пространственных положениях на переменном и постоянном токе обратной полярности.
Основное назначение:
Сварка конструкций из углеродистых сталей с содержанием углерода до 0,25% во всех пространственных положениях шва переменным током и постоянным током.
Особые свойства
Iсв = (30-60)dэл,
| Изм.Изм. |
| ЛистЛист |
| № докум. докум.№докум. |
| ПодписьПодпись |
| ДатаДата |
| ЛистЛист |
| ПЭР. 3. СВ-13. 005. ГОУ. СПО. “КИТ” ПЭР. 3. 11-6. 015 |
dэл – диаметр электрода, мм
Для сварки сила сварочного тока равна:
Iсв = (30 *3)=90 А
Перед производством огневых работ, я обеспечил противопожарную безопасность – порошковый огнетушитель ГОСТ 51057-2001 ТИП 5 и песок, убрал легко воспламеняющие предметы в радиусе 10м, проверил исправность оборудования и изоляцию проводов, болтовые соединения.
Сварка ведется на переменном токе. Источник питания ТДМ 315прямой полярности.
Швы выполняются с поворотом стыка в нижнем положении.
Напряжение дуги при ручной сварке изменяется от 33В и при расчетах режима не регламентируется.
Сварка декоративной подставки под цветы выполняется ручной дуговой сваркой короткой дугой, в процессе сварки необходимо реже обрывать дугу, длина дуги равна не более диаметра электрода. Сварка производится в нижнем положение сварного шва наклон электрода 45 ± 5. После выполнения сварки, выполняется зачистка сварных швов зубилом, молотком, металлической щеткой для определения качества сварного шва от шлака и брызг.
1.4. Оборудование, инструменты и приспособление, применяемые при сварке
Для изготовления ограждения используется: отрезной круглопильный станок трансформатор ТДМ 315
Передвижной однофазный сварочный трансформатор имеет две модификации ТДМ-315, ТДМ-315 предназначен для сварки переменным током малоуглеродистых низколегированных сталей покрытыми металлическими электродами диаметром от 2 до 5 мм
| Изм.Изм. |
| ЛистЛист |
| № докум. докум.№докум. |
| ПодписьПодпись |
| ДатаДата |
| ЛистЛист |
| ПЭР. 3. СВ-13. 005. ГОУ. СПО. “КИТ” ПЭР. 3. 11-6. 015 |
· строительства металлоконструкций;
· Имеет два наплавки новых или изношенных деталей;
· ремонтных работ;
· очень удобен для авторемонтных мастерских и мелких цехов.
диапазона плавного регулирования тока.
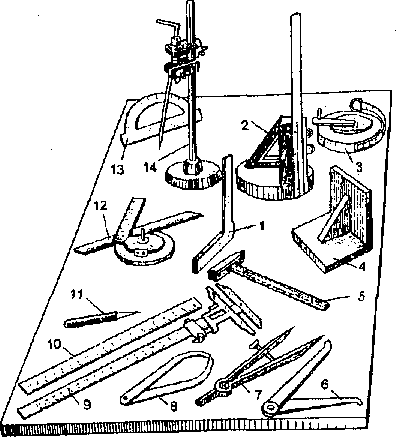
Инструменты
К инструментам сварщика относятся:
1) Стальная щетка для зачистки кромок перед сваркой и для удаления с поверхности швов остатков шлака.
2) Молоток, шлакоотбиватель для удаления шлаковой корки особенно с угловых швов или швов расположенной в узкой, глубокой разделки между кромками.
3) Зубило.
4) Стальная линейка.
5) Ящик для хранения и переноски инструмент
1.5. Контроль качества сварки
Государственными стандартами определены следующие способы, с помощью которых можно оценить, насколько качественно была проведена сварка и последующая зачистка сварных швов.
Визуальный осмотр
Самый простой и очевидный метод, призванный определить явные дефекты шва. Он может производиться без сторонних приспособлений либо с применением лупы.
В рамках подготовки к осмотру производится специальная обработка сварных швов: поверхность очищают от загрязнений и шлаков, некоторые виды сталей дополнительно подвергают химической обработке.
При осмотре оценивают размер сварного шва, замеряют обнаруженные дефектные участки. Если были обнаружены трещины, их границы определяют засверливанием, подрубкой, шлифовкой и завершающим травлением. Трещины обнаруживаются при нагреве металла, выявляясь зигзагообразными линиями.
Если должна быть произведена термическая обработка сварных швов, то внешний осмотр проводится и до процедуры, и после нее.
| Изм. |
| ЛистЛист |
| № докум. докум.№докум. |
| ПодписьПодпись |
| ДатаДата |
| Лист ЛистЛист |
| ПЭР. 3. СВ-13. 005. ГОУ. СПО. “КИТ” ПЭР. 3. 11-6. 015 |
2.1. Техника безопасности при выполнении заданной конструкции перед началом работы
1) Перед началом работ проверьте состояние моечной установки (машины),исправность душевого устройства, плотность крепления трубопроводов, сальников, подогревательных устройств, вентиляции, заземления, подъемно-транспортных средств.
2) Проверьте состояние фильтрационных решеток, сливных систем, отстойников.
| Изм. |
| ЛистЛист |
| № докум. докум.№докум. |
| ПодписьПодпись |
| ДатаДата |
| ЛистЛист |
| ПЭР. 3. СВ-13. 005. ГОУ. СПО. “КИТ” ПЭР. 3. 11-6. 015 |
Постоянно следите за исправностью оборудования и не оставляйте его без
надзора. При уходе с рабочего места оборудование остановите и обесточьте.
Работайте при наличии и исправности ограждений, блокировочных и других устройств, обеспечивающих безопасность труда, и при достаточной освещенности рабочего места.
Содержите в порядке и чистоте рабочее место.
Проходы, проезды и рабочие места должны быть свободными.
Будьте внимательны, не отвлекайтесь и не отвлекайте других.
Посторонние предметы и инструмент располагайте на расстоянии от движущихся механизмов.
При пуске машины, агрегата, станка лично убедитесь в отсутствии работников в зоне работы машин.
В случае плохого самочувствия прекратите работу, приведите рабочее место в безопасное состояние, обратитесь за помощью к врачу, поставьте в известность руководителя.
по окончанию работы:
| Изм. |
| ЛистЛист |
| № докум. докум.№докум. |
| ПодписьПодпись |
| ДатаДата |
| ЛистЛист |
| ПЭР. 3. СВ-13. 005. ГОУ. СПО. “КИТ” ПЭР. 3. 11-6. 015 |
• Вредный производственный фактор — производственный фактор, воздействие которого на работника может привести к его заболеванию (неблагоприятный микроклимат, повышенный уровень шума, вибрации, плохое освещение, неблагоприятный.
• Опасный производственный фактор — производственный фактор, воздействие которого на работника может привести к его травме (высота, огонь, электрический ток, движущиеся предметы, взрыв).
| Изм. |
| ЛистЛист |
| № докум. докум.№докум. |
| ПодписьПодпись |
| ДатаДата |
| ЛистЛист |
| ПЭР. 3. СВ-13. 005. ГОУ. СПО. “КИТ” ПЭР. 3. 11-6. 015 |
Список используемых источников
1. Овчинников В.В. Основы теории сварки и резки металлов) Учебник ГРИФ ФИРО (МИНОБРНАУКИ)/ В. В.Овчинников М.: КНОРУС, 2016. — 248 с. — (Начальное профессиональное образование).
2. Быковский О. Г., Фролов В. А., Краснова Г. А Сварочное дело: Учебное пособие ГРИФ ФИРО (МИНОБРНАУКИ) О. Г., Быковский, В. А., Фролов, Г. А Краснова / М.: КНОРУС, 2017. — 272 с. — (Среднее профессиональное образование).
3. Овчинников В.В. Электросварщик ручной сварки (дуговая сварка в защитных газах): Учеб.пособие /В.В. Овчинников. - М.: ИЦ «Академия», 2012. – 64 с.
4. Овчинников В.В. Контроль качества сварных соединений: Учебник для СПО /В.В. Овчинников. – М.: ИЦ «Академия», 2013. – 208 с.
5. Овчинников В.В. Охрана труда при производстве сварочных работ: учеб.пособие /В.В.Овчинников. – М.: Изд.центр «Академия», 2012. – 64 с.
6. Сварка и резка металлов: учебное пособие для СПО /под общей редакцией Ю.В. Казакова. - М: Издательство «Академия», 2013. - 400 с.
Дополнительные источники:
1. Банов М.Д. Специальные способы сварки и резки: учеб.пособие для СПО /М.Д. Банов, В.В.Масаков. – М.: BW «Академия», 2011. - 208 с.
2. Маслов Б.Г. Сварочные работы. - М., Издательство «Академия», 2014. - 240 с.
3. Овчинников В.В. Контроль качества сварных соединений: учеб.пособие для СПО /В.В. Овчинников. – М.: ИЦ «Академия», 2012. – 96 с.
Приложение А
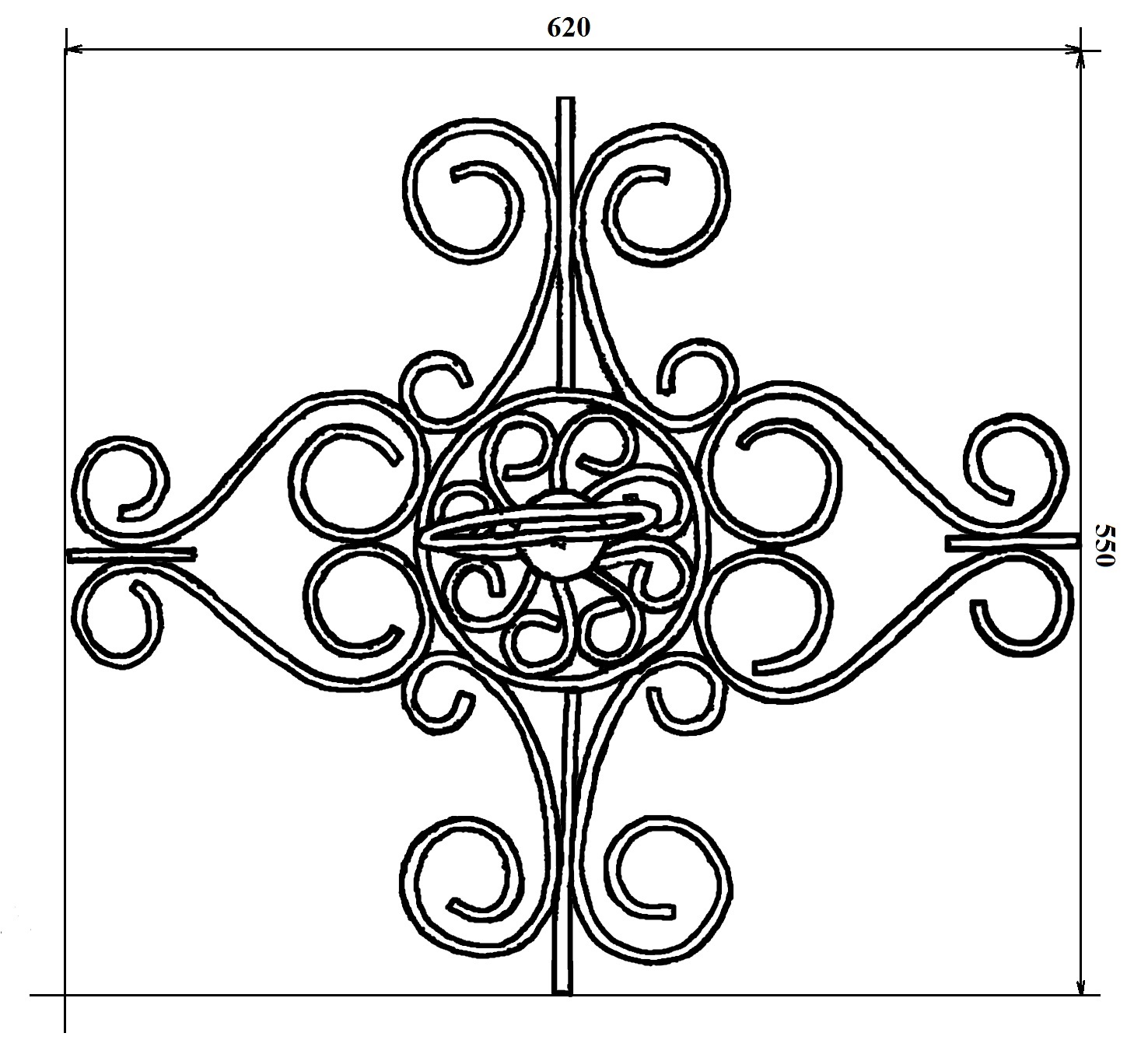
Технологическая карта изготовления декоративной подставки под цветы
| Материал | Сталь марки Ст3-низкоуглеродистая, конструкционная, обыкновенного качества. Сталь марки Ст3 – хорошо сваривается, где углерода 0,21% | |
| Оборудование | Трансформатор, ТДМ 315,электрододержатель, Круглопильный станок, Кондуктор №1,Гибочный станок | |
| Приспособление | Угольники, шаблоны, струбцины | |
| Заготовка | Пруток, проволока | |
| Ознакомление с чертежом (Размеры, кол-во шт) Пруток S=6мм, Кольцо большое - L=600мм S=6мм, Кольцо малое - L=400мм S=6мм, Кольцо-пластина – L=50мм S=6 мм, Улитка большая 4 шт. – L=550мм S=6 мм, Улитка 8 шт. – L=150мм S=6 мм, Прут 2 шт. – L=180мм S=6мм, Прут короткий 2 шт. – L=80мм S=6мм, Цифрао 4 шт. – L=450мм S =6 мм . | ||
Чертеж (размеры)
| ||
| Последовательность операций | ||
 молоток,
плита
молоток,
плита
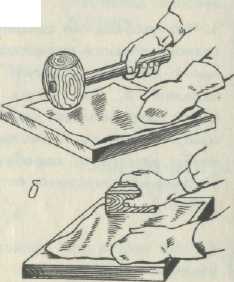
| Правка - это технологическая операция, в процессе которой местными пластическими деформациями видоизменяется начальная форма прутка, заготовки или изделия. | |
мел, чертилка, стальная линейка
| Разметка– по заданному чертежу Когда выполняется разметка, необходимо быть очень внимательным, так как малейшая неточность может привести к браку уже готовых деталей. | |
Круглопильный станок с вертикальной пилой

| Резка - отделение частей (труб) механическим способом. Механическая резка применяется обычно для металла толщиной до 10—12 мм, а в отдельных случаях до 25—30 мм. Более толстый металл, а также детали сложной формы, как правило, режут с помощью газокислородной резки. | |

 Молоток, Тиски,
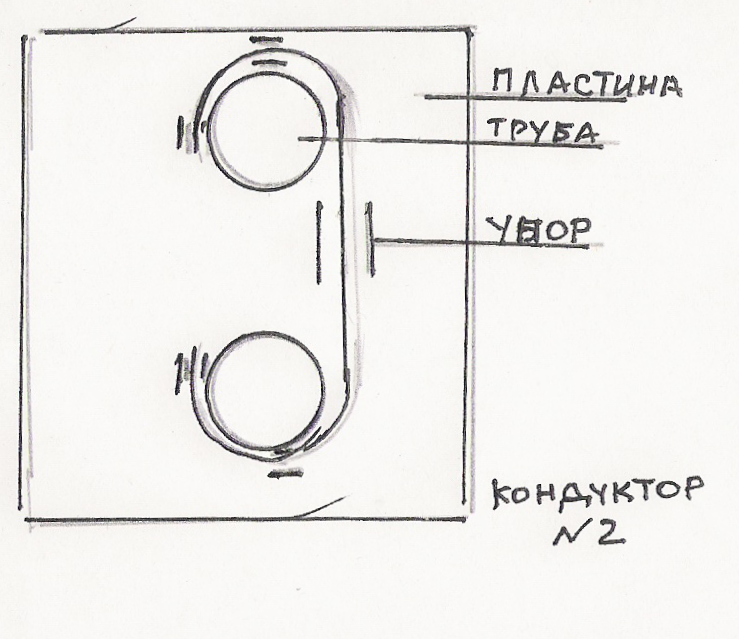
Кондуктор
№1
Молоток, Тиски,
Кондуктор
№1
| Гибка – это способ обработки металла давлением, при котором заготовке или её части придаётся изогнутая форма. | |
Абразивная лента, напильник
  
| Зачистка- Ввиду того, что шлаковые включения ослабляют прочность шва, их следует в обязательном порядке зачищать, причем при многопроходной сварке – после каждого слоя. | |
 Метр, угольник, шаблон
Метр, угольник, шаблон
| Межоперационный контроль - проверка конструкции по чертежу при помощи метра и угольника. | |
| Сборка – На сборочном столе производит сборка конструкции. В большое кольцо прихватываются 8 полуулиток и пластина толщиной 6мм. По центру пластины прихватывается кольцо для поддержания горшка. Центральный круг разделяется на четыре части и прихватываем ранее изготовленные рисунки на кондукторе.
| ||
| Сварка–выполняется ручной дуговой сваркой короткой дугой, в процессе сварки необходимо реже обрывать дугу, длина дуги равна не более диаметра электрода.. Сварка производится в нижнем положение сварного шва наклон электрода 45 ± 5.После выполнения сварки, выполняется зачистка сварных швов зубилом, молотком, металлической щеткой для определения качества сварного шва от шлака и брызг | ||
| Зачистка– произвожу зачистку сварочного шва от шлака, брызг до металлического блеска. | ||

| Контроль качества изделия - необходимая процедура для определения качества металлоконструкции. Если шов недостаточно плотный, с нарушенной герметичностью и другими деформациями – все это неминуемо скажется на сроке эксплуатации металлоконструкции. Особенно быстро это произойдет в случае, если металлоконструкция будет находиться под постоянным давлением.Для контроля качества и проверки соответствия швов ГОСТ существуют специальные процедуры (ультразвуковой, визуальный и т.д.). | |

| Охрана труда - 1. Проверить исправность средств индивидуальной защиты и предохранительных приспособлений (щитки, темные стекла, очки и т.д.). Запрещается надевать промасленную и рваную спецодежду и обувь. 2. Следить, чтобы руки, обувь и одежда были всегда сухими, так как работа электросварщика связана с применением электрического тока. 3. Привести в порядок рабочее место, убрать лишние предметы, мешающие в работе, а также легковоспламеняющиеся материалы. Не устанавливать сварочные аппараты в загроможденных местах. 4. Для защиты лица и головы следует пользоваться специальным щитком или шлемом-маской. Если щиток или шлем имеют щели или трещины в стеклах, работать в них запрещается. 5. Швы от шлака очистить металлической щеткой и при этом надевать защитные очки. 6. Во избежании разбрызгивания расплавленного металла предварительно очистить место сварки. | |
| Диаметр св.электрода, сила тока, марка св. электрода, сварные соединения | ||

| Э42УОНИ 13/45 Ǿ3мм, 4 мм I=30*d.А 90А(для прихваток) 120-140А (для сварки) Инвертор Ресанта Компакт САИ190К. электрододержатель, | |
Приложение Б
| № | Операции | Дефекты | Причины | Методы исправления |
| 1. | Рубка | Не соответствие размеров заготовки размерам, данным на чертеже согласно допускам +-0,5-1 мм. | Неправильная разметка | Согласовать деталь по размерам чертежей |
| 2. | Зачистка | Ржавчина, заусенцы | Недостаточная обработка заготовок | |
| Сборка | Не соответствие размеров конструкции, напряжение конструкции, подрезы, прожоги | Не правильная последовательность сборки, Неправильно выбран режим сварки | Собрать конструкцию согласно копира | |
| 4. | Сварка | Не провар, поры шлаковые включения, подрезы, прожоги при выполнении прихваток | происходят от неправильного подбора режима сварки | Дефекты вырубаются, зачищаются и провариваются |
| 5. | Зачистка | Шлак, металлические брызги | недостаточная обработка конструкции | Зачистить до металлического блеска |