При разработке технологической схемы необходимо обеспечить:
– рациональное и комплексное использование древесины;
– выполнение производственного задания и полную и эффективную загрузку технологического оборудования;
– комплексную механизацию трудоемких технологических и транспортных операций;
– безопасные условия работы и выполнение правил охраны труда.
Основные принципы проектирования лесопильных потоков следующие:
– технологические операции необходимо выполнять последовательно в направлении потока без пересечения путей перемещения сырья и полуфабрикатов;
– расстояния перемещения лесоматериалов в процессе обработки должны быть кратчайшими с учетом размеров (длины) сортиментов;
– в потоке должно предусматриваться эффективное чередование продольного и поперечного перемещения лесоматериалов с целью лучшего использования площади цеха;
– для облегчения перемещения лесоматериалов необходимо предусматривать снижение уровня пола на участках цеха;
– необходимо обеспечить удаление и переработку отходов в местах их образования;
– технологические и транспортные операции в цехе должны быть синхронизированы.
Методика разработки технологических схем лесопильных потоков состоит из нескольких этапов. Начинают разработку схемы с выбора и определения количества технологического оборудования с учетом размеров, и качества сырья и пилопродукции, способов и схем переработки лесоматериалов, объемов производства и других требований.
Выбор оборудования выполняют с учетом его технических показателей, а определение количества станков – с учетом их производительности и требований синхронности работы в потоке всех станков. Методика выбора и расчета оборудования лесопильного цеха приведена в разделе 2.
После расчета технологического оборудования выбирают необходимое вспомогательное и транспортное оборудование для установки в потоке. Схемы такого оборудования подробно описаны и приведены в учебнике.
Схемы организации работы на лесопильных рамах, на обрезных и торцовочных станках, на круглопильных и ленточнопильных станках даны в учебно-методическом пособии.
Приведенные схемы используют как примеры размещения оборудования при разработке технологических планов лесопильных потоков. При этом на плане цеха показывают также вспомогательное и транспортное оборудование для механизации трудоемких операций (цепные, роликовые, ленточные конвейеры, сбрасыватели бревен, брусоперекладчики и др.).
Техническая характеристика вспомогательного и транспортного оборудования приведена в табл. 30 приложения. На технологической схеме в условных обозначениях показывают расположение технологического и транспортного оборудования. Схема является основой для разработки технологического плана цеха. На чертеже плана цеха показывают в масштабе расположение оборудования, проходов, переходов, лестниц, места складирования сырья и полуфабрикатов и т. п. При этом приводят расстояние оборудования от стен и между станками в продольном и поперечном направлениях, а также, при необходимости, уровень размещения станков и конвейеров относительно пола цеха.
Даны технологические схемы лесопильных цехов на базе лесопильных рам, круглопильных и ленточнопильных станков и фрезернопильных линий. Порядок разработки технологической схемы лесопильного цеха на базе одноэтажных лесопильных рам рассмотрим на примере.
Пример 1. Хвойные бревна диаметром 30 см и длиной 5 м распиливают на двух лесопильных рамах Р63-4Б с брусовкой по поставу: I проход – брус 175 мм и 4 доски; II проход – 7 досок. При этом из бревна выпиливают 6 необрезных досок. Выбрать обрезной и торцовочный станки, определить необходимое количество станков и разработать технологическую схему лесопильного потока. При этом необходимо предусмотреть возможность распиловки бревен вразвал на обеих лесопильных рамах.
Решение. 1) Определим сменную производительность лесопильной рамы при Kт · Ki = 1 (при условии полной загрузки, т. е. производительность ее максимальная).

Значит, на обрезной станок поступит за смену:
N = 547 · 6 = 3283 необрезные доски.
2) Выберем обрезной станок Ц2Д-7А и определим его сменную производительность.

3) Рассчитаем необходимое количество обрезных станков.
Таким образом, для установки в потоке принимаем один обрезной станок.
4) Проверим, сможет ли один станок обеспечить непрерывную работу двух лесопильных рам, если они будут распиливать те же самые бревна вразвал на 8 необрезных досок.
В этом случае производительность лесопильной рамы составляет

Значит, на обрезной станок поступит за смену
N = 2 · 300 · 8 = 4800 досок.
Определим необходимое количество станков для обрезки этих досок:

Значит, один обрезной станок обеспечит переработку необрезных досок, если лесопильные рамы распиливают бревна вразвал и с брусовкой.
5) Выберем торцовочный станок ЦКБ-40-01 и определим его производительность:
П = Nпр · Т · K = 14 · 480 · 0,75 = 5040 досок.
6) Рассчитаем количество станков, необходимых для торцовки досок, поступающих от двух лесопильных рам при распиловке бревна вразвал:
Значит, один торцовочный станок обеспечит переработку необрезных досок, если лесопильные рамы распиливают бревна вразвал и с брусовкой.
7) При разработке технологической схемы лесопильного потока используем схемы организации работы лесопильной рамы, а также установим в потоке продольный цепной конвейер, сбрасыватели бревен, брусоперекладчик, поперечный цепной конвейер, ленточные конвейеры и другое вспомогательное оборудование.
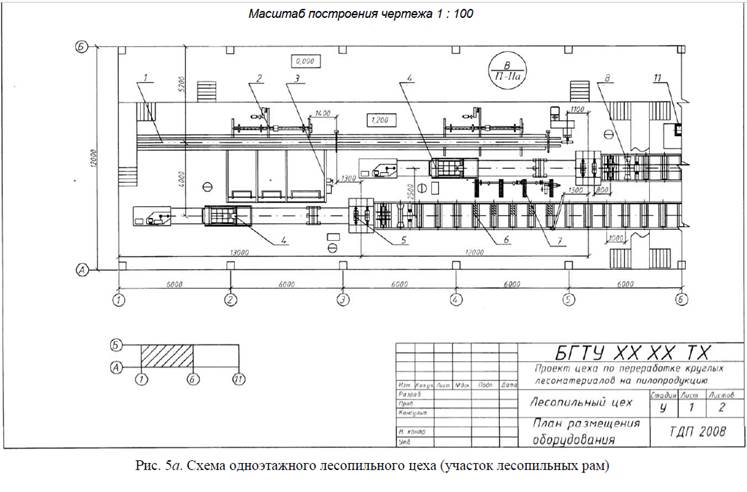
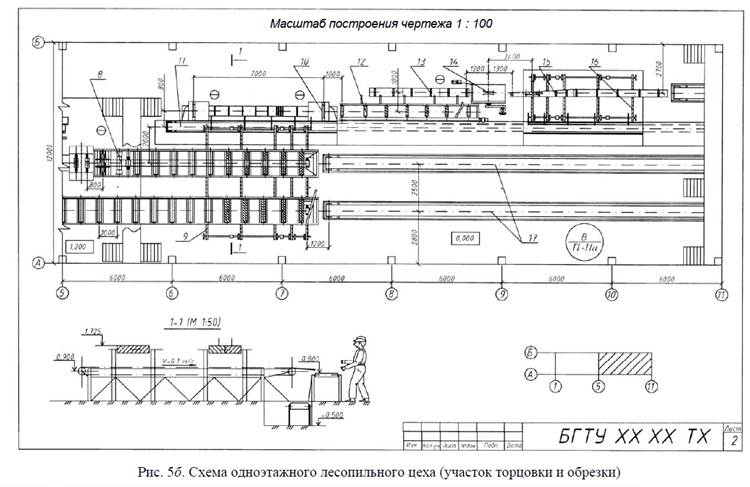
Разработанная технологическая схема лесопильного потока для условий примера приведена на рис. 5а, 5б, 5в.
Анализ лесопильных потоков ведется в следующем порядке:
1) дается общая характеристика потока (назначение, вид сырья и вырабатываемой продукции, возможные технологические операции);
2) приводится перечень устанавливаемого технологического и транспортного оборудования;
3) выполняется расчет производительности технологического и транспортного оборудования в потоке и определяется загрузка каждого станка и конвейера, т. е. выясняется возможность синхронной работы потока;
4) анализируется соответствие потока основным принципам проектирования лесопильных потоков;
5) устанавливается соответствие построения потока требованиям охраны труда и организации безопасных условий работы.
В заключение анализа указываются мероприятия по совершенствованию технологического процесса лесопильного потока.
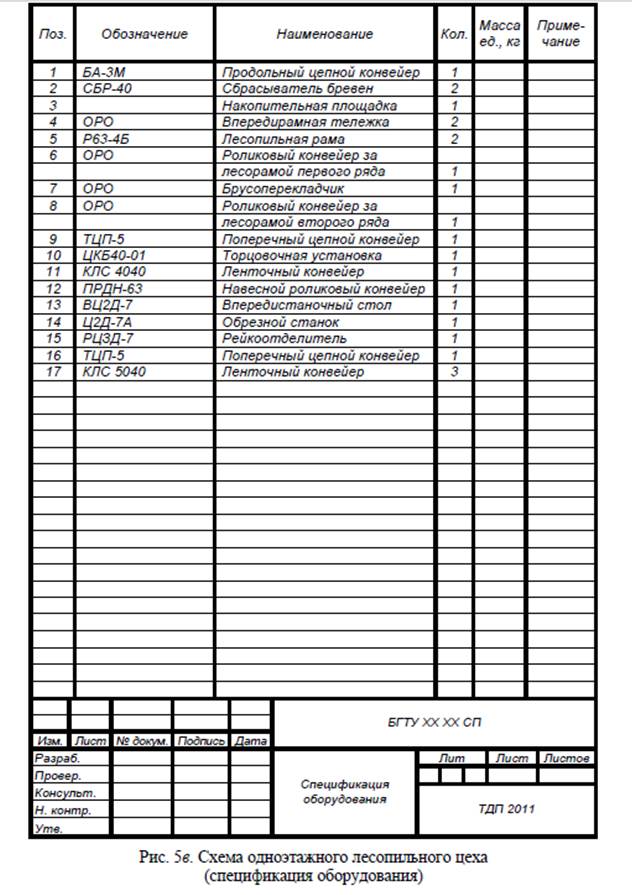
Пример 2. Выполнить анализ технологической схемы лесопильного цеха, приведенного на рис. 5. В цехе распиливают хвойные бревна на обрезные пиломатериалы.
Решение (анализ ведется по вышеприведенной методике).
1) Лесопильный цех одноэтажный. На лесопильных рамах можно распиливать бревна вразвал и с брусовкой. Предусмотрена предварительная торцовка и обрезка необрезных досок. Продукция – обрезные доски. При необходимости предусмотрен выпуск необрезных досок.
Отходы удаляются из цеха ленточным конвейером.
2) В цехе установлены: две одноэтажные лесопильные рамы, позиционные торцовочные станки, круглопильный обрезной станок. Для транспортировки сырья и пилопродукции предназначены:
– продольный цепной конвейер для подачи бревен;
– сбрасыватели бревен рычажные;
– впередирамные тележки;
– роликовые конвейеры за лесорамами I и II ряда;
– брусоперекладчик;
– поперечный цепной конвейер для перемещения досок и горбылей;
– ленточные конвейеры для перемещения досок и кусковых отходов.
3) Расчет производительности лесорам торцовочных и обрезных станков ведется в соответствии с примером 1. Приведенные в нем расчеты показывают, что в цехе обеспечивается синхронная работа технологического оборудования.
Определим, обеспечит ли продольный цепной конвейер подачу бревен в цех для непрерывной работы двух лесорам. Часовая производительность конвейера составит

Часовая производительность двух лесорам при распиловке бревен вразвал (по примеру 1) составит

Следовательно, один конвейер обеспечит подачу бревен для распиловки на двух лесорамах.
4) Расположение оборудования в потоке обеспечивает выполнение основных принципов проектирования лесопильных потоков, т. к.:
– технологические операции выполняются последовательно по потоку;
– предусмотрены требуемые расстояния между оборудованием;
– имеется чередование продольного и поперечного перемещения лесоматериалов;
– технологические и транспортные операции в потоке выполняются синхронно;
– предусмотрено удаление отходов в местах их оборудования (за лесорамой, у торцовочных и обрезных станков).
5) В цехе обеспечиваются безопасные условия работы и требования охраны труда. Имеются переходные мосты, лестницы, ограждение люков. Расстояния между станками и от стен до станков соответствуют требованиям стандартов по безопасности труда.