Незначительную деформацию отдельных витков, повреждение небольших участков изоляции проводов, ослабление прессовки обмоток и т. д. устраняют без демонтажа активной части трансформатора.
При ремонте обмоток без их снятия деформированные витки обмоток выпрямляют ударами молотка по деревянной прокладке, наложенной на виток. При ремонте витковой изоляции без демонтажа обмоток используют маслостойкую лакоткань (марки ЛХСМ), которую накладывают на оголенный проводник витка. Проводник предварительно отжимают деревянным клином для удобства работы по изоляции витка. Ленту лакоткани наматывают внахлест с перекрытием предыдущего витка ленты на V2 часть ее ширины. На изолированный лакотканью виток накладывают общий бандаж из хлопчатобумажной ленты.
Подпрессовку ослабленных обмоток, конструкция которых не предусматривает прессующих колец, проводят с помощью дополнительных изолирующих прокладок из электротехнического картона или гетинакса. Для этого временно забивают деревянный клин в соседние ряды обмотки для ослабления плотности прокладок, обеспечивая таким образом вхождение забиваемой прессующей прокладки в ослабленном месте. Забивают прессующую прокладку и переходят к следующему месту. Эту работу проводят по всей окружности обмотки, забивая прокладки между ярмовой и дополнительной изоляцией.
Значительные повреждения обмоток (витковые замыкания, пробой изоляции обмоток на сталь магнитопровода или между обмотками ВН и НН и т. д.) устраняют после снятия обмоток.
Для демонтажа обмоток расшихтовывают магнитопровод трансформатора. Работу начинают с отвертывания верхних гаек вертикальных шпилек. Затем отвертывают гайки горизонтальных шпилек, извлекают из отверстия в ярме горизонтальные прессующие шпильки и снимают ярмовые балки. Одну из ярмовых балок предварительно маркируют условным обозначением (ВН или НН).
Расшихтовку пластин верхнего ярма магнитопровода начинают одновременно со стороны ВН и НН, вынимая по 2 - 3 пластины попеременно с крайних пакетов. Пластины укладывают в том же порядке, в каком они вынимались из ярма. и связывают в пакеты. Для предохранения пластин стержней магнитопровода от повреждения изоляции и рассыпания их связывают, продев кусок проволоки в отверстие для шпильки.
Демонтаж обмоток трансформаторов небольшой мощности производят вручную, а мощностью 630 кВ•А и выше — с помощью съемных приспособлений. Обмотку перед подъемом прочно обвязывают веревкой по всей длине и осторожно заводят под обмотку захваты приспособления.
Повреждённые катушки заменяют новыми. Если новая катушка при хранении могла увлажниться, то ее сушат в сушильной камере или инфракрасными лучами.
Медный провод вышедшей из строя катушки используют повторно. Для этого обжигают в печи изоляцию провода, промывают его в воде для удаления остатков изоляции, рихтуют и наматывают новую изоляцию. Для изоляции применяют кабельную или телефонную бумагу шириной 15 — 25 мм, навиваемую на провод в два или три слоя. Нижний слой накладывают встык, а верхний внахлестку с перекрытием предыдущего витка ленты на ½ или ¼ ее ширины. Полосы изолирующей ленты склеивают друг с другом бакелитовым лаком.
Часто для замены вышедшей из строя катушки изготавливают новую. Способ изготовления обмоток зависит от их типа и конструкции. Наиболее совершенной конструкцией является непрерывная обмотка, изготовляемая без разрывов. При изготовлении непрерывной обмотки провода наматывают на шаблон, обернутый листом электротехнического картона толщиной 0,5 мм. На цилиндре, установленном на обмоточном станке, укладывают рейки с дистанционными прокладками для образования каналов и закрепляют хлопчатобумажной лентой конец провода обмотки. Намотка витков непрерывной обмотки может производиться по ходу часовой стрелки (правого исполнения) и против хода часовой стрелки (левого исполнения). Включают станок и направляют провод обмотки равномерно по цилиндру. Переходы из одной катушки в другую при намотке определяют по расчетной записке и выполняют их в промежутке между одними и теми же двумя рейками. Места переходов проводов дополнительно изолируют коробочками из электротехнического картона, закрепленными хлопчатобумажной лентой. После окончания намотки делают отводы (наружные и внутренние), располагая их в соответствии с чертежами, и изолируют их. На торцах катушки устанавливают изоляционные опорные кольца и снимают ее со станка. Катушку стягивают металлическими плитами посредством стяжных шпилек и направляют на сушку в сушильную камеру.
Схема алгоритма и технологическая карта на изготовление многослойной обмотки ВН трансформатора мощностью 160 кВ•А напряжением 10/04 кВ приведены ниже.
Обмотку сушат при температуре около 100 °С в течение 15 — 20 ч в зависимости от объема катушки, степени увлажнения изоляции, температуры сушки и т. д. Затем ее прессуют, пропитывают при температуре 60 — 80 °С лаком марки ТФ-95 и запекают при температуре 100°С в течение 10—12 ч. Запекают обмотку в два этапа — сначала с температурой несколько меньшей сушат пропитанную обмотку для удаления растворителей, оставшихся в изоляции, а затем повышают температуру для запечки обмотки. Сушка и запечка обмотки повышают электрическую прочность изоляции и механическую прочность катушки, придают ей необходимую монолитность.
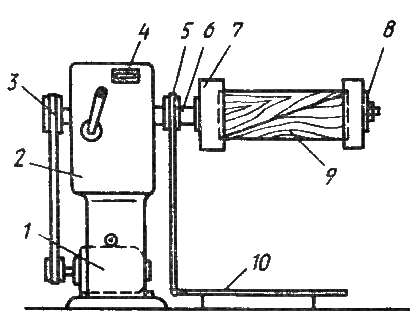
Рис. Станок для намотки обмоток трансформатора:
1 — электродвигатель; 2 — корпус; 3 — ременная передача; 4 — счетчик витков; 5 — муфта сцепления; 6 — шпиндель; 7 — текстолитовый диск; 8 — гайка; 9 — шаблон; 10 — управляющая педаль.
Для изготовления обмоток применяют различные станки. Консольный станок для намотки обмоток трансформаторов небольшой и средней мощности (до 630 кВ•А) (рис.) состоит из шаблона с двумя деревянными встречными клиньями 9, зажатыми текстолитовыми дисками 7 и закрепленными гайками 8. Шаблон устанавливают на шпинделе 6, который вращается от электродвигателя 1 через ременную передачу 3. Для учета числа витков провода станок имеет счетчик витков 4. Готовую обмотку снимают с шаблона после отвертывания гайки 8, удаления правого диска и разведения клиньев 9 шаблона. Станок управляется педалью 10, соединенной с муфтой сцепления 5.
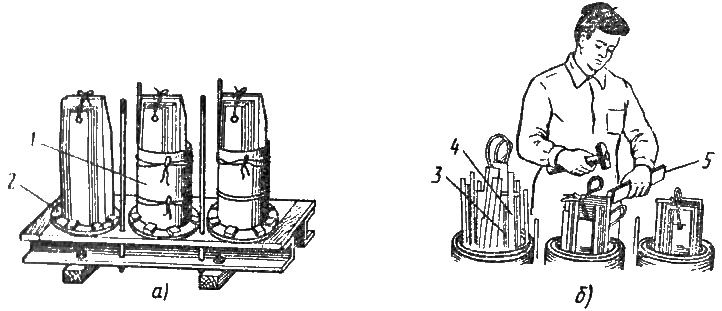
Рис. Изоляция магнитопровода (а) и расклиновка обмоток (в) при монтаже обмоток трансформатора:
1 — ярмовая изоляция; 2 — цилиндр из электрокартона; 3 — круглые стержни; 4 — планки; 5 — надставка.
Обмотки насаживают на стержни магнитопровода, предварительно плотно стянутые киперной лентой (рис.). Насаженные на магнитопровод обмотки расклинивают с помощью буковых планок и стержней, предварительно проложив между обмотками ВН и НН два слоя из электрокартона. Натертые парафином буковые планки сначала вставляют между обертками на глубину 30 — 40 мм, а затем забивают поочередно противоположно расположенными парами (рис. 125, б). Для сохранения цилиндрической формы обмоток вначале забивают круглые стержни 3, а затем планки 4 молотком с помощью деревянной надставки 5, избегая раскола концов стержней или планок.
Таким же способом расклинивают обмотку НН на стержне круглыми деревянными шпильками, забивая их по всей окружности обмотки между цилиндром и ступенями стержня магнитопровода.
После окончания расклиновки обмоток устанавливают верхнюю ярмовую изоляцию и шихтуют верхнее ярмо магнитопровода.
В трансформаторах небольшой мощности для соединения обмоток с контактами переключателя и стержнями вводов концы проводов тщательно зачищают на длине 15 — 30 мм (в зависимости от их сечения), накладывают их друг на друга, соединяют скобкой из луженой медной ленты толщиной 0,25 — 0,4 мм или бандажом из луженой медной проволоки толщиной 0,5 мм и пропаивают припоем ПОС-30, применяя в качестве флюса канифоль или буру.
В трансформаторах большой мощности для соединений концов обмоток и присоединения их к отводам применяют медно-фосфорный припой с температурой плавления 715°С. Место пайки очищают, изолируют бумагой и лакотканью шириной до 25 мм и покрывают лаком ГФ-95. Отводы обмоток выполняют с демпфером на конце для предохранения провода от обрыва. Отводы обмоток ВН на всей длине покрывают лаком ГФ-95.
Изоляционные детали сердечника трансформатора состоят из картона, бумаги, дерева. Эти материалы являются гигроскопичными и впитывают влагу из окружающего воздуха, снижая свои электроизоляционные свойства. Для высокой электрической прочности изоляции сердечника его сушат в печах в специальных шкафах, воздуходувкой и др.
Наиболее часто применяемым на практике является способ сушки в собственном баке с подогревом: при прохождении переменного тока по специальной обмотке, наложенной на теплоизолированную поверхность бака, образуется сильное магнитное поле, которое замыкается через сталь бака и нагревает его.
Сушат трансформаторы в баке без масла (для ускорения процесса сушки активной части и сохранения качества масла и изоляции обмоток). Намагничивающая обмотка, размещенная на баке, нагревает бак. Витки обмотки располагают на баке таким образом, чтобы в нижней части бака их было не менее 60 % обмотки. На время прогрева утепляют также и крышку бака. Увеличение температуры регулируется изменением числа витков обмотки, не допуская при этом увеличения температуры обмоток выше 100°С, а бака выше 110—120°С.
Показателем окончания сушки является установившееся значение сопротивления изоляции обмоток в течение 6 ч при постоянной температуре не ниже 80°С. После окончания сушки и снижения температуры обмоток до 75 —80 °С бак трансформатора заполняют сухим маслом.