Практическое занятие №3
Расчет режимов резания при обработке на токарных станках с ЧПУ
Цель: Научиться производить режимов резания при обработке на токарных станках с ЧПУ по нормативно-справочной литературе
Краткие теоретические сведения
Глубина резания для каждой стадии обработки должна обеспечивать выполнение следующих требований:
- снятие погрешностей обработки и дефектов поверхностного слоя, полученных на предшествующей стадии обработки;
- компенсацию погрешностей, возникающих на выполняемой стадии обработки.
Глубину резания при черновом проходе в первом приближении задают в зависимости от жёсткости инструмента, прочности и размеров пластин твёрдого сплава.
Подачу для каждой стадии обработки назначают с учётом размеров обрабатываемой поверхности, заданной точности и шероховатости, обрабатываемого материала, выбранной на предыдущем этапе глубины резания а также из условия формирования несливной стружки.
При черновой обработке подачу выбирают максимально допустимой по условиям технических ограничений: жёсткость обрабатываемой детали, жёсткость резца, прочность державки резца, прочность режущих пластин резца, прочность механизма подач станка, наибольший крутящий момент, мощность главного привода и привода подач, предельные минутные подачи на станке.
На станках с ЧПУ подачу при первом черновом проходе заготовок, имеющих биение по торцу, наружному диаметру или отверстию, на участке входа резца обычно снижают на 20-30 %,чтобы предотвратить сколы режущих кромок.
При выборе подачи кроме обычных поправок вводят поправку на вероятность выкрашивания пластины:
 ,
,
где: SН - номинальное (табличное) значение подачи;
KS - коэффициент вероятности в зависимости от уровня технологического обеспечения.
При высоком уровне технологического обеспечения KS = 1,1 - 1,4, при его снижении KS  1, поэтому снижается подача, а значит, уменьшается нагрузка на режущую кромку и вероятность выкрашивания пластин.
1, поэтому снижается подача, а значит, уменьшается нагрузка на режущую кромку и вероятность выкрашивания пластин.
При выбранных глубине резания и подаче задают такую скорость резания, которая обеспечивала бы оптимальную стойкость инструмента.
Рекомендуемые периоды стойкости для черновой и чистовой обработки составляют:
35-45 мин - для сборных резцов с МНП,
30 мин для быстрорежущей стали,
20-35 мин - для резцов с напайными пластинками твердого сплава.
Рекомендуется сопоставлять стойкость с длительностью выполнения переходов для одной или нескольких деталей. Необходимо предусматривать 10-15% запас по стойкости, исключающий потерю режущих способностей инструмента в середине обработки.
Алгоритм расчета режимов резания
Выбор режимов резания при точении осуществляют в определенной последовательности
1. Определяем глубину резания t исходя из физико-механических свойств обрабатываемого материала, припуска и характера обработки.
При черновом точении глубину резания назначают максимальной, равной всему припуску.
При чистовой обработке глубину резания назначают в зависимости от требуемых точности и шероховатости обрабатываемой поверхности.
Глубина резания:
 (1)
(1)
где  - диметр заготовки, мм;
- диметр заготовки, мм;
 - диметр детали, мм;
- диметр детали, мм;
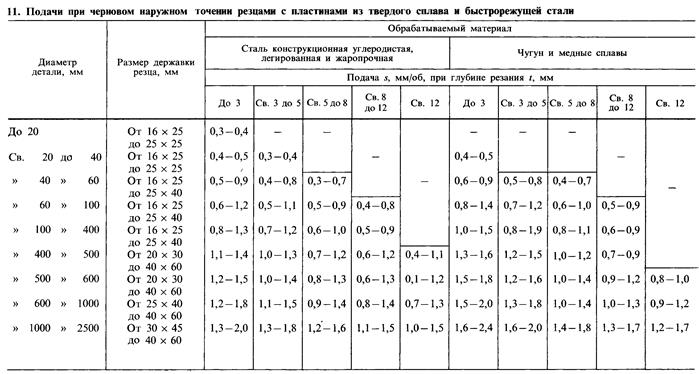
1. Выбираем подачу S (учитывая размеры заготовки и поперечное сечение стержня резца), глубину резания и инструментальный материал. Для чернового, получистового и чистового точения значения подачи выбирают по таблице 11.
2. Корректируем подачу по паспорту станка (берут фактически имеющуюся на станке, близкую к табличному значению)
3. Назначаем период стойкости резца.
4. Определяем скорость резания по формуле:
 м/мин; (2)
м/мин; (2)
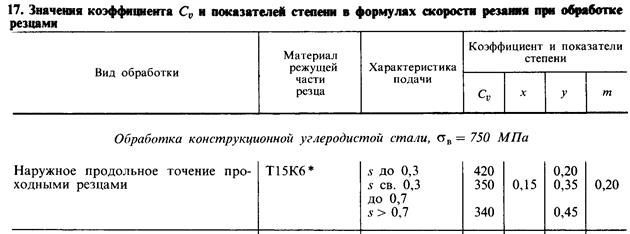
где CV – безразмерный коэффициент (смотри таблицу 17);
КV – общий поправочный коэффициент;
T – стойкость инструмента;
S – подача, мм/об;
x, y, m – показатели степени (смотри таблицу 17).
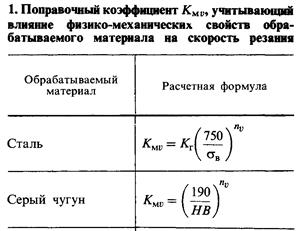
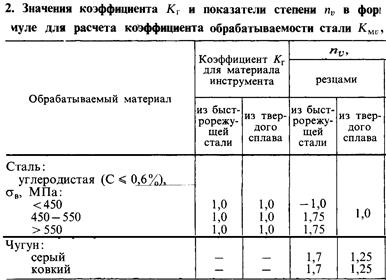
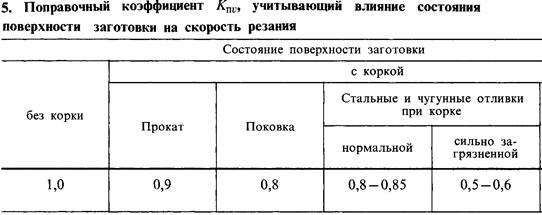
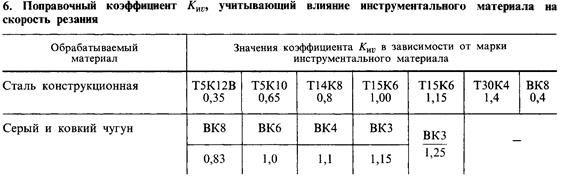
Общий поправочный коэффициент для скорости резания находим по формуле:
КV = Kмv ∙ Kпv ∙ Kиv; (3)
Значения поправочных коэффициентов для скорости резания определяем по таблице 1, 2, 5, 6.
1. Определяем частоту вращения шпинделя:
 , об/мин; (4)
, об/мин; (4)
где D – диаметр обрабатываемой заготовки, мм
Корректируем действительную частоту вращения шпинделя станка nст, об/мин.
2. Определяем действительную скорость резания:
 (5)
(5)
В дальнейшем расчёте принимаем только действительную скорость резания.
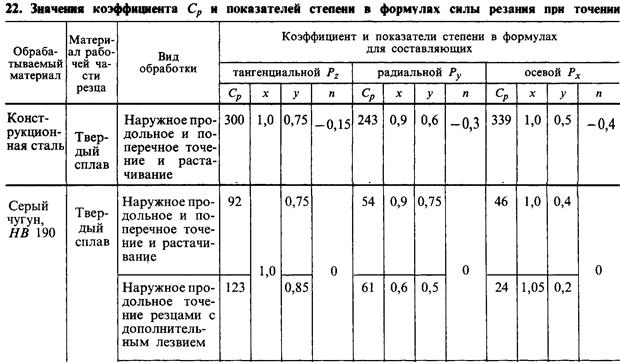
3. Определяем силу резания:
 , (5)
, (5)
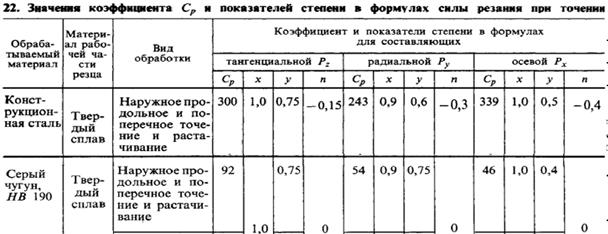
где CP – безразмерный коэффициент (см. таблицу 22);
x, y, n – показатели степени (см. таблицу 22);
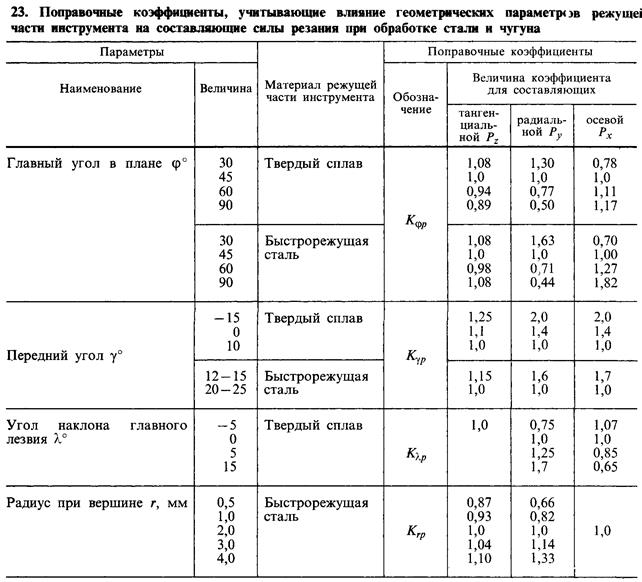
КP – поправочный коэффициент на силу резания, который рассчитывается как:
КP = Kmp ∙ Kφp ∙ Kλp∙ Kγp∙ Krp (6)
где Kφp, Kλp, Kγp, Krp – поправочные коэффициенты, учитывающие влияние геометрических параметров режущей части на составляющие силы резания (таблица 23)
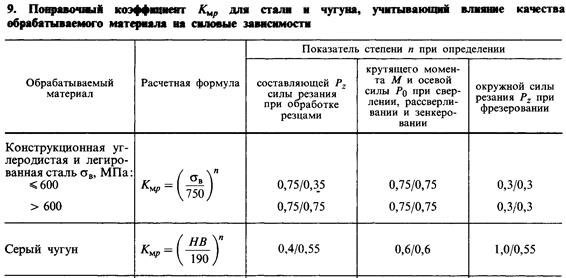
Kmp – коэффициент, учитывающий влияние качества материала (таблица 9)
Значения поправочных коэффициентов для расчета Рz представлены в таблице 23.
4. Мощность резания, затрачиваемая на обработку:
 (7)
(7)
5. Мощность на шпинделе:
N шп = N ст ∙ η, кВт, (8)
где η - К.П.Д. коробки скоростей станка; η = 0,75
6. Проверить выполнение условия N рез < N шп.
Задание:
Произвести выбор и расчет режимов резания по своему варианту в таблице 1.1 для высокого уровня технологического обеспечения Ks =1,4 и для недостаточного уровня обеспечения Ks = 0,8. Произвести сравнение режимов резания.
Обработка ведется на станке 16К20Ф3. Мощность станка 11 кВт.
Таблица 1.1 – Исходные данные
| Номер варианта | D, мм | L, мм | Припуск на обработку D, мм | Материал обрабатываемой детали | |
| Марка | Механические свойства | ||||
| CЧ15 | НВ 190 | ||||
| СЧ20 | НВ 195 | ||||
| Сталь 45 | σв = 610 МПа | ||||
| СЧ40 | НВ 200 | ||||
| Сталь 30Х | σв = 800МПа | ||||
| Ст3 | σв = 450МПа | ||||
| СЧ25 | НВ 200 | ||||
| Ст5 | σв = 550 МПа | ||||
| Сталь 50 | σв = 750 МПа | ||||
| СЧ10 | НВ 190 |
Режущий инструмент - резец сборный с МНП. Сечение резца В × Н = 16 × 25. Материал пластинки - твердый сплав: для стали - Т5К10, для чугуна – ВК8.
Углы: 
 , r=1 мм, λ = 0.
, r=1 мм, λ = 0.
· Шероховатость обрабатываемой поверхности Rz = 80