ДИПЛОМНЫЙ ПРОЕКТ
Тема: «Проектирование участка
сборки и сварки изделия Контейнер»
Пермь, 2017
Содержание
1 Общая часть
1.1Введение………………………………………………………………………………….3
1.2 Описание конструкции…………………………………………………………………4
1.3 Анализ технологичности……………………………………………………………….5
1.4 Технические условия на изготовление конструкции………………………………....5
2 Технологическая часть……………………………………………………………………9
2.1 Выбор материала конструкции…………………………………………………………6
2.2 Выбор и обоснование способа сварки………………………………….…………….12
2.3 Выбор сварочных материалов…………………………………….…………………..12
2.5 Выбор основного и вспомогательного оборудования……………………………….11
 2.6 Выбор метода контроля качества сварных швов…………….………………………23
2.6 Выбор метода контроля качества сварных швов…………….………………………23
2.7 Разработка тех. процесса сборки и сварки изделия…………………………………..
3 Расчетно-экономическая часть. Нормирование………………………………………
3.1 Расчет количества наплавленного металла……………………………………………..
3.2 Нормирование сборочно-сварочных операций………………………………………
3.3 Расчет количества основного вспомогательного оборудования…………………..
Расчет себестоимости производства сварной конструкции………………………….
3.4 Расчет материальных затрат………………………………………………………
3.5 Расчет фонда оплаты труда основных и вспомогательных рабочих……………….
3.6 Расчет отчислений в социальные фонды…………………………………………..
3.7 Расчет амортизации оборудования……………………………………………..
3.8 Расчет общецеховой себестоимости…………………………………………….
4 Организационная часть…………………………………………………………….
4.1 Краткое описание планировки……………………………………………….
5 Охрана труда и техника безопасности………………………………………………..
6 Заключение………………………………………………………………………….
Список литературы……………………………………………………………………..26
Общая часть
1.1 Введение
Сварка – один из наиболее широко распространенных технологических процессов. Сварка широко применяется в основных отраслях производства, потребляющих металлопрокат, так как резко снижает расход металла, сроки выполнения работ и трудоемкость производственных процессов по сравнению с другими способами сборки и изготовления конструкций.
Достигнутые успехи в области автоматизации и механизации сварочных процессов позволили коренным образом изменить технологию изготовления таких важных объектов, как доменные печи, мосты, трубопроводы, суда, химическое оборудование, гидротурбины.
Применение сварки способствует совершенствованию машиностроения и развитию новых отраслей техники – ракетостроения, атомной энергетики, радиоэлектроники. Механизация и автоматизация сварочного производства позволяет уменьшить затраты на единицу продукции, сократить длительность производственного цикла, повысить качество изделий, улучшить условия труда.
Сварочное производство – это комплексное производство, включающее в себя основные операции (сборку, сварку, правку, термообработку, отделку сварных конструкций и др.) вспомогательные операции (транспортные, наладочные, контрольные и т.п.) и операции обслуживания (ремонтные и др.). Отсюда следует, что обеспечение реальной интенсификации производства сварных конструкций возможно только на основе комплексной механизации и автоматизации всех основных и вспомогательных, в особенности транспортных операций.
Человеческое общество постоянно испытывает потребности в новых видах продукции, либо в сокращении затрат труда при производстве освоенной продукции. Удовлетворение этих потребностей зависит от использования прогрессивных технологий, машин, оборудования, в том числе и качественно нового, степени и характера механизации и автоматизации на каждой стадии производства и его организационно–технических форм.
В данной работе проводится выбор рациональной последовательности технологического процесса изготовления конструкции, конструирование сварочного приспособления, ознакомление с механизацией и автоматизацией основных операций, контроль качества. Также проводится анализ свариваемости материала конструкции и выбирается рациональный способ сварки.
 |
1.2 Описание конструкции
Название конструкции – «Контейнер»
Данная конструкция «Контейнер» предназначена для хранения отходов агрессивной среды (соляная кислота НСl), которая применяется в химической промышленности, в гидрометаллургии, в гальванопластике для очистки поверхностей после пайки и т.д. Соляная кислота очень опасная при попадании на кожу(ожоги) и глаза.

1— Крышка; 2 — Стойка; 3 — Стенка; 4- Люк; 5- Штуцер
Рисунок 1 - Контейнер
 |
| № поз. | Наименование детали | Размеры, мм | Кол. |
| Крышка | 1000х600х0.8 | ||
| Стойка | 600х600х0.8 | ||
| Стенка | 580х580х0.6 | ||
| Люк | Диаметр 100мм | ||
| Штуцер | Диаметр 50мм |
1.3 Анализ технологичности
Технологичность конструкции - это совокупность свойств, определяющих возможность её изготовления с наименьшими затратами труда и материалов методами прогрессивной технологии в соответствии с требованиями к качеству.
Данная конструкция изготавливается из конструкционной низколегированной стали – 09Г2С, которая сваривается без ограничений.
Возможно применение механизированного способа сварки.
Сварка производится в нижнем положении.
Для данной конструкции можно применить сборочно-сварочное приспособление. Применятся внутренние разжимающиеся фиксаторы. Прижимы и упоры для прихватки деталей контейнера. Все швы доступны для контроля качества.
Конструкция имеет массу 130 кг, применяем транспортные и грузоподъемные средства.
Вывод: по выше перечисленным факторам данное изделие считается технологичным.
1.4 Технические условия на изготовление конструкции
Общие требования при изготовлении:
· Сварные соединения должны производиться по утвержденной технической документации;
· Сборочно-сварочное оборудование должно быть аттестовано и иметь паспорт завода изготовителя;
· Сборка и сварка должны производиться в помещениях с температурой воздуха не менее 5оС, при отсутствии сквозняков;
· К выполнению работ должны быть допущены лица, имеющие специальную подготовку и опыт и имеющие разряд не ниже 3.
Требования к материалам:
· Свариваемые и сварочные материалы должны соответствовать всем требованиям к ним, все материалы должны иметь сертификаты качества;
 Требования к деталям сварных соединений:
Требования к деталям сварных соединений:
· Детали, входящие в сварное соединение, по форме, материалу, точности изготовления, обработке поверхностей и кромок должны соответствовать требованию конструкторской документации.
· Сварочные поверхности всех узлов и деталей должны быть очищены от окислов, заусениц, ржавчины и других загрязнений.
· Транспортировка, перемещение и хранение заготовок и деталей должно производиться в условиях, исключающих механическое повреждение.
Требования к сборке под сварку:
· Сборка деталей под сварку должна производиться в соответствии с технической документацией.
· Зазоры в сварных соединениях должны соответствовать ГОСТу, на соответствующий способ сварки. Запрещается заполнять зазоры вставками, проволокой, полосками из металла.
· При сборке деталей при помощи прихваток соблюдать следующие правила:
1.Нельзя устанавливать прихватке в начале и конце сварного шва.
2.Не допускаются прихватки с дефектами.
3.Нельзя устанавливать прихватки в местах резкого изменения направления сварного шва
Требования к технологическому процессу:
· Сборка и сварка изделия должна выполняться по разработанному и утвержденному технологическому процессу, который должен обеспечивать качество сварного соединения.
· При запуске в производство изделия режимы сварки, указанные в технологической документации, должны быть проверены на технологических образцах.
· Порядок сборки, сварки и последовательное наложение сварных швов должно обеспечивать минимальную деформацию после сварки.
· Кратеры сварных швов должны быть заплавлены, не допускается выносить кратеры на основной металл.
Технологическая часть

2.1 Выбор материала конструкции
При выборе материала для листовых конструкций необходимо учитывать его физико-механические свойства, химический состав и структуру, а также условия эксплуатации, технологию изготовления и монтажа конструкции и опыт проектирования, изготовления, строительства и эксплуатации листовых конструкций.
Руководствуясь перечнем материалов, рекомендуемых для изготовления листовых конструкций, работающих в тяжелых условиях, выбираю в качестве основного материала сталь 09Г2С высокопрочную, низколегированную сталь, которая подходит для работы с среды с соляной кислотой НСl. Применяется в химической промышленности, в гидрометаллургии, в гальванопластике для очистки поверхностей после пайки и т.д. Соляная кислота очень опасная при попадании на кожу(ожоги) и глаза
Применяется в различных конструкциях взамен углеродистых обеспечивая снижение металлоемкости на 20 – 50 %. Широко используется в строительстве трубопроводов, конструкций газонефтехимических производств, сосудов, мостов и других сооружений, работающих при тяжелых ударных нагрузках, эксплуатируемых в температурном интервале от -70º до +475°С, что соответствует требованиям при эксплуатации конструкций.
Важным этапом при выборе материала является его стоимость. Сталь не содержит редких или дефицитных металлов. И как следствие стоимость данной стали сравнительно невысокая (тонна стали 09Г2С приблизительно на 20 % дороже Ст3).
2.1.1 Описание материала конструкции
Для изготовления данной конструкции используется низколегированная сталь перлитного класса – 09Г2С ГОСТ 19281–89.
Показатели химического состава и механических свойств стали представлены в таблицах 1 и 2.
Таблица 1 – Химический состав стали 09Г2С
в процентах
| Марка | С | Si | Mn | Cr | Ni | Аl | Cu | Прочие элементы | ||||||
| S | P | |||||||||||||
| 09Г2С | 0,08 | 0,62 | 1.47 | 0.04 | 0,04 | 0ю04 | 0,4 | 0.007 | 0.002 | |||||
| Таблица 2 – Механические свойства используемой стали | ||||||||||||||
| Марка | Тип термообработки | σ0,2, Н/мм2 | σв, Н/мм2 | δ, % | КСU, Дж/см2 | |||||||||
| 09Г2С | Листовой прокат, горячекатаный или термообработанный | |||||||||||||

Сталь - это сплав железа с углеродом и другими химическими элементами, содержащий до 2% углерода
По химическому составу сталь делят на углеродистую, свойства которой определяются количеством углерода, и легированную, в состав которой могут входить хром, никель, ванадий, вольфрам и другие легирующие элементы, придающие ей высокую прочность, износостойкость, жаропрочность и другие специальные свойства.
Углеродистые стали в зависимости от содержания углерода подразделяют на низкоуглеродистые (углерода до 0,25 %), среднеуглеродистые (0,25— 0,6 %) и высокоуглеродистые (0,6 — 2, %).
Легированные стали классифицируют по структуре в равновесном состоянии, по структуре после охлаждения на воздухе, по количеству легирующих элементов и по назначению.
2.1.2 Описание свариваемости материала конструкции
По свариваемости низколегированные стали мало отличаются от низкоуглеродистых, однако они более склонны к росту зерна в ЗТВ, а при высоких скоростях охлаждения в них могут появиться неравновесные структуры закалочного типа.
При содержании марганца в низколегированной стали от 1,8 до 2,0% свариваемость заметно ухудшается. Также свариваемость ухудшается, если содержание кремния в ней, составляет 0,8-1,5%. Марганец снижает диффузионную подвижность углерода, снижает температуру  превращения. Поэтому при общепринятых режимах сварки в околошовной участке возрастает вероятность образования мартенсита и понижается сопротивляемость сварных соединений образованию холодных трещин. Марганец упрочняет феррит.
превращения. Поэтому при общепринятых режимах сварки в околошовной участке возрастает вероятность образования мартенсита и понижается сопротивляемость сварных соединений образованию холодных трещин. Марганец упрочняет феррит.
Основными показателями свариваемости низколегированной стали являются сопротивляемость сварных соединений холодным трещинам и хрупкому разрушению.
Наиболее распространенным и опасным дефектом сварных соединений являются холодные трещины в зоне термического влияния и в металле шва. Высокая сопротивляемость сварных соединений из низколегированных сталей образованию трещин обеспечивается в случае, когда содержание диффузионного водорода в наплавленном металле не превышает 3,5-4,0 мл/100г.
Для предотвращения образования холодных трещин необходимы ограничения скоростей охлаждения  . При сварке соединений большой толщины (свыше 20мм), как правило, назначается предварительный подогрев от 100 до 250ﹾ
. При сварке соединений большой толщины (свыше 20мм), как правило, назначается предварительный подогрев от 100 до 250ﹾ
Чрезмерно высокие погонные энергии сварки приводят к образованию у линии сплавления крупнозернистых структур с низкими показателями ударной вязкости.
Сплав варится без подогрева и отпуска.
Предварительную оценку свариваемости можно дать по химическому составу, то есть через  (эквивалентное содержание)
(эквивалентное содержание)

 2.2 Выбор и обоснование способа сварки
2.2 Выбор и обоснование способа сварки
Для данной марки материала можно выбрать следующие способы сварки: электродуговая, сварка в защитных газах, под слоем флюса, электрошлаковая, плазменная,
Исходя из конструкции сборки, материала, свариваемой толщины подходят следующие способы: электродуговая и сварка в защитных газах.
Электродуговую не выбираем, так как этот способ не производителен, требует большой затраты времени.
Ручная аргонодуговая дорогостоящая по сравнению со сваркой в двуокиси углерода. Поэтому выбираем сварку в смеси газов аргона и двуокиси углерода плавящимся электродом, так как этот способ производительный и дешевый. Но при этом способе есть особенность: должна применяться электродная проволока с повышенным содержанием элементов раскислителей (марганца и кремния), компенсирующие их выгорание в свариваемом металле. Из недостатков разбрызгивание в СО2.
2.3 Выбор сварочных материалов
Правильность выбора сварочных материалов во многом определяет качество получаемого сварного соединения. При механизированной сварке в среде защитного газа это проявляется ещё более чётко, так как от выбора электродной проволоки всецело зависит состав металла шва, а качество защиты во время сварки, горение дуги и характер протекания самого процесса сварки напрямую зависят от выбора защитного газа.
2.3.1 Сварочная проволока
Сварочные материалы выбираются в зависимости от способа сварки, марки свариваемого материала, от его толщины, от возможности образования горячих трещин в шве и в зоне термического влияния, и от требований, предъявляемых к сварной конструкции. Наряду с этим необходимо обеспечить равную прочность сварных соединений и основного металла. Одной из главных задач при сварке плавлением является предупреждение вредного воздействия воздуха на металл. Она обычно решается с помощью газовой защиты зоны сварки. Благодаря такой защите предупреждается доступ воздуха и взаимодействие входящих в его состав азота и кислорода с жидким металлом. Следует так же принимать меры, предупреждающие поступление в зону сварки водорода, существенно ухудшающего качество сварки. При сварке в углекислом газе происходит окисление металла кислородом, входящим в состав углекислого газа. Во избежание этого сварочная проволока должна содержать элементы, имеющие большое сродство к кислороду, чем железо. Такими элементами являются кремний и марганец.
Сварочную проволоку выбираем так, чтобы количество углерода было не больше, чем в основном металле, а также других легирующих элементов. Для стали 09Г2С выбираем проволоку Св. 08Г2С.
Таблица 3- Химический состав материала Св-08Г2С ГОСТ 2246 - 70
| C | Si | Mn | Ni | S | P | Cr | N |
| 0.05 - 0.11 | 0.7 - 0.95 | 1.8 - 2.1 | до 0.25 | до 0.025 | до 0.03 | до 0.2 | до 0.01 |
в процентах
Для защиты используем смесь газовую ТУ 2114-001-87144354-2012
Ar/10 CO2 для получения струйного переноса электродного металла.
 Смесь газовая
Смесь газовая
ТУ 2114-001-87144354-2012 Ar/10CO2
90% Ar + 10% CO2 Ar — аргон газообразный сорт высший (99,993%);
CO2 — двуокись углерода газообразная сорт высший (99, 8%).
Сварочная газовая смесь поставляется: в стальных баллонах под давлением 150 кгс/см2; в моноблоках БМКБ — под давлением 200 кгс/см2.
Баллоны окрашены в черный цвет и имеют белую надпись «смесь Ar-CO2»
Исходя из данной классификации, а также учитывая свойства материала конструкции выбираю сварочную проволоку диаметром 1,2 мм, марки Cв-08Г2С, предназначенную для сварки (наплавки), с неомеднённой поверхностью.
2.3. 2 Защитный газ
Защитные газы делятся на две группы: химически инертные и активные. Газы первой группы с металлом, нагретым и расплавленным, не взаимодействуют и практически не растворяются в них. При использовании этих газов дуговую сварку можно выполнять плавящимся или неплавящимся электродом. Газы второй группы защищают зону сварки от воздуха, но сами либо растворяются в жидком металле, либо вступают с ним в химическое взаимодействие.
2.4 Расчет и выбор режимов сварки
Режим сварки – совокупность характеристик сварочного процесса обеспечивающих получение сварных соединений заданных размеров формы и качества.
Для механизированной сварки в среде СО2 такими параметрами являются:
· диаметр сварочной проволоки (dПР);
· сила сварочного тока (IСВ);
· напряжение дуги (UД);
· скорость сварки;
· расход защитного газа;
· скорость подачи электродной проволоки.
 Шов №1 (ГОСТ 14771-76–Т1– 4–ИП)
Шов №1 (ГОСТ 14771-76–Т1– 4–ИП)

Рисунок 3 - Конструктивные элементы кромок деталей и шва
S = 6 мм, S1 = 8мм, К = 4 мм, b = 0
Справочные данные:
· dПР = 1,2-2,5 мм
· IСВ = 90-180 А
· UД = 22-34 В
· VСВ = 16-20 м/ч (0,44-0,56 см/с)
· QСO2 = 18-20 л/мин
· nПР= 2
dПР принимаю равным 1,2 мм (выбирается в зависимости от S)
IСВ принимаю 240-280А (выбирается из рекомендуемого диапазона)
Площадь наплавленного металла

 см2
см2
Площадь металла наплавляемого за один проход

 см2
см2
Коэффициент наплавки


Скорость сварки

 см/с
см/с
Скорость подачи сварочной проволоки


 см/с
см/с
Напряжение дуги

 В
В
QСO2 принимаю равным 14 л/ мин (выбирается в зависимости от S, dПР, IСВ).
Шов N2 (ГОСТ 14771-76–Т6–УП)
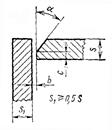
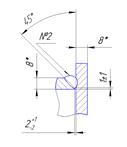
Рисунок 4 - Конструктивные элементы кромок деталей и шва
S = 8 мм, S1 = 8мм, К = 4 мм, b = 0
Справочные данные:
dПР = 1,2-2,5 мм
IСВ = 90-180 А
UД = 22-34 В
VСВ = 18-22 м/ч
QСO2 = 16-18 л/мин
nПР= 1
dПР принимаю равным 1,2 мм (выбирается в зависимости от S)
IСВ принимаю более 200А (выбирается из рекомендуемого диапазона)
Площадь наплавленного металла

 см2
см2
Площадь металла, наплавляемого за один проход
 см2
см2
Коэффициент наплавки

Скорость сварки
 см/с
см/с
Скорость подачи сварочной проволоки
 см/с
см/с
Напряжение дуги
 В
В
QСO2 принимаю равным 14 л/мин (выбирается в зависимости от S, dПР, IСВ).
2.5 Выбор основного и вспомогательного оборудования
Таль электрическая ТЭ-200-5110, грузоподъёмность 2 т
 Электрический тельфер (таль) представляет собой грузоподъёмное устройство подвесного типа, которое осуществляет действия с помощью электрического привода. Таль электрическая канатная применяется при подъеме, опускании, а также горизонтальном перемещении груза вдоль подвесного монорельсового пути. Длина подвесного пути варьируется от 24 до 36 м. Работа тали производится в помещениях или под навесом. Запрещается использование тали в различных агрессивных средах. Также запрещена транспортировка людей с помощью тали.
Электрический тельфер (таль) представляет собой грузоподъёмное устройство подвесного типа, которое осуществляет действия с помощью электрического привода. Таль электрическая канатная применяется при подъеме, опускании, а также горизонтальном перемещении груза вдоль подвесного монорельсового пути. Длина подвесного пути варьируется от 24 до 36 м. Работа тали производится в помещениях или под навесом. Запрещается использование тали в различных агрессивных средах. Также запрещена транспортировка людей с помощью тали.
 |
Рисунок 5 - Внешний вид тельфера ТЭ-200-5110
Таблица 3 - Технические характеристики тельфера ТЭ-200-5110
| Скорость подъема, м/мин (м/с) | 4,0 (0,06) |
| Скорость передвижения, м/мин (м/с) | 24 (0,4) |
| Группа режима работы по ГОСТ 25835 | 3М |
| Высота подъема, м | 6,3 |
| Установленная мощность, кВт | 1,7+0,18 |
| Радиус поворота пути, м | путь прямой |
| Наибольшая нагрузка на колесо, кН | 7,0 |
| Масса тали, кг |
Стенд для сборки корпуса
Технология изготовления контейнера предусматривает сборку стенок, боковин на прихватки, а также производится механизированная сварка в среде СО2 по ГОСТ 14771-76 участков которые в процессе сборки будут перекрываться другими деталями (обвязками, поперечинами, связями). Для облегчения операции подгонки, точности сборки в пределах установленных чертежом допусков, обеспечивающие на наиболее выгодный порядок сборки и последовательность сварных швов, соблюдение заданного размера между кромками свариваемых деталей используется приспособление.


Рисунок 6 - Приспособление
Приспособление позволяет надежно закрепить свариваемое изделие (деталей) силовыми прижимами-винтами, предупреждающие самопроизвольное их раскрепление. Сборка в приспособление повышает производительность труда и качество свариваемых изделии и условия труда. Использование данного приспособления снижает время на вспомогательные операции и время на подготовку производства, что является важным в единичном и мелкосерийном производстве контейнера.
Выпрямитель ВДУ – 505 – У3
Для автоматической сварки в смеси газов, в качестве источника питания используем выпрямитель ВДУ – 505 - УЗ. Назначение – это универсальный терристорный выпрямитель с жесткой и падающей внешними характеристиками. Он предназначен для сварки в среде защитных газов и под флюсом, могут применяться и для ручной дуговой сварки электродами. Выпрямитель обеспечивает плавное регулирование рабочего напряжения и тока в одном диапазоне, могут быть использованы для совместной работы с роботами и автоматическими манипуляторами. При работе с манипуляторами предъявляются повышенные требования к таким технологическим показателям источника, как надежность начального зажигания дуги, устойчивость процесса сварки во всех пространственных положениях. Выпрямитель состоит из корпуса, внутри которого расположены: трансформатор, выпрямительный модуль, реактор, коммуникационная и защитная аппаратура, трансформатор цепей управления.
Таблица 4 - Техническая характеристика выпрямителя ВДУ-505 - У3
| Показатель | ВДУ – 505 – У3 |
| Номинальный сварочный ток, А Продолжительность включения ПВ, % Номинальное рабочее напряжение, В при жёстких характеристиках при падающих характеристиках Пределы регулирования сварочного тока,А: при жёстких характеристиках при падающих характеристиках Напряжение холостого хода, В Номинальная первичная мощность, кВ А Габарит, мм Масса, кг | 60….500 50….500 800 х 700 х 920 |
 Рисунок 7 - Выпрямитель ВДУ – 505 – У3
Рисунок 7 - Выпрямитель ВДУ – 505 – У3
Сварочный полуавтомат

Рисунок 8 - Вид полуавтомата (источника питания) ПДГ-3010 и падающего механизма МПЗ-2А
Для осуществления процесса механизированной сварки в СО2 плавящимся электродом выбираю полуавтомат ПДГ-3010 (прихватка).
Сварочная горелка ГДПГ-507-1
Горелка ГДПГ-507-1 позволяет производить сварку плавящимся электродом в защитной среде углекислого газа в любых пространственных положениях. Горелки предназначены для работы с полуавтоматами, соответствующими по техническим характеристикам и способу крепления к источнику тока.

 Рисунок 9 – Сварочная горелка ГДПГ-507-1
Рисунок 9 – Сварочная горелка ГДПГ-507-1
Источник питания (полуавтомат) ВДУ-3010
Имеет универсальные характеристики для работы, как в режиме ручной дуговой сварки, так и в режиме полуавтоматической сварки. Позволяет работать в режиме аргоно-дуговой (ТИГ) сварки неплавящимся электродом (с АДМ-251). Регулировка сварочного тока и напряжения на падающих характеристиках (ручная дуговая сварка) – местное, с помощью встроенного блока управления, или с помощью пульта.
 Таблица 5 - Технические характеристики ВДУ-3010
Таблица 5 - Технические характеристики ВДУ-3010
| Напряжение питающей сети, В | 3*380 |
| Частота питающей сети, Гц | |
| Номин. сварочный ток, А (ПВ,%) | 315(60) |
| Пределы регулирования тока, А | 40-325 |
| Количество ступеней регул. тока, шт | |
| Номинальное рабочее напряжение, В | |
| Напряжение холостого хода, В | не более 33-60 |
| Потребляемая мощность, кВа | |
| Габаритные размеры, мм | 750х605х800 |
Подающий механизм МПЗ-2А
Предназначен для сварки сплошной проволокой в углекислом газе, закрытого типа, автономный, в корпусе которого размещено подающее устройство, блок управления сварочным процессом, газовый клапан, тормозное устройство и кассета. На лицевой панели расположены ручки управления скоростью подачи проволоки (сварочным током), напряжением на дуге и временем сварки в точечном режиме.
МПЗ-2А высокопроизводительный и надежный сварочный подающий механизм с многосторонними функциями для работы на ответственных производственных и ремонтных объектах.
Механизм располагается на верхней крышке источника сварочного тока, на турели – устройстве, допускающем его вращение вокруг вертикальной оси. При необходимости подающий механизм может быть снят и перемещён на необходимое расстояние.
Таблица 6 - Технические характеристики подающего механизма МПЗ-2А
| Размещение кассеты | закрытое |
| Размещение блока управления | в механизме |
| Напряжение питания постоянным током двигателя и пневмоклапана, В | |
| Мощность двигателя, Вт | |
| Скорость подачи, м/ч (м/мин) | 75...960 (1,25...16) |
| Количество роликов (приводных) | 2 (1) |
| Диаметр проволоки, мм | 0,8...2,0 |
| Наружный диаметр кассеты | 200;300 |
| Пульт дистанционного управления | ПУ-08 |
| Возможность установки на турель (поворотный узел) | есть |
| Масса с кассетой, кг | |
| Габариты, мм | 660х235х440 |
Роботизированный технологический комплекс (РТК)
РТК называют снабженные роботами рабочие места, участки или линии. Компоновка РТК зависит от характера изделия и серийности его выпуска: в комплект РТК обычно входят робот, совершающий перемещение сварочного инструмента, и манипулятор изделия, позволяющий сваривать все швы в наиболее удобном пространственном положении.
Манипулятор изделия как бы дополняет степени подвижности робота, работает с ним по единой программе и управляется от той же системы. Большое многообразие конструктивных форм сварных изделий вызывает потребность сложного манипулирования ими при сварке, что часто не может быть обеспечено с помощью стандартных сварочных вращателей. Поэтому при конструировании РТК используют модульный принцип построения манипуляторов.
Роботизированный технологический комплекс может состоять, например, из установленного на портале робота для автоматической сварки плавящимся электродом в среде смеси защитных газов и двухпозиционного манипулятора. Когда на правой позиции манипулятора производят сварку, на его левой позиции устанавливают и закрепляют новое собранное изделие. После окончания сварки робот перемещается на левую позицию манипулятора, а на правой позиции производят замену изделия. Если этот манипулятор установить на поворотное основание, то необходимость в перемещении робота отпадает и его можно установить стационарно.
При использовании РТК предусматривают меры безопасности обслуживающего персонала. Аварийные ситуации могут возникать из-за непредусмотренных движений робота во время работы и обучения. Поэтому необходима во всех случаях остановка робота при входе человека в рабочее пространство. Отключение робота выполняют устройства защиты, в основе которых используют контактные, силовые, ультразвуковые, индукционные, светолокационные и другие датчики.
 Сварочный робот Arc Mate 120iB/10LT
Сварочный робот Arc Mate 120iB/10LT
Сварочными роботами принято называть полностью автоматизированные системы для выполнения сварочных работ с возможностью программирования.
Основные задачи, которые преследует роботизация — это вывод человека из сварочной зоны, полная автоматизация производства, а значит и повышение производительности в несколько раз.

Рисунок 10 - Сварочный робот Arc Mate 120iB/10L
Таблица 7 – Технические характеристики робота Arc Mate 120iB/10LT
| Количество управляемых осей (J1, J2, J3, J4, J5, J6) | Радиус досягаемости, мм | Угол поворота, град | Угловая скорость, град/сек | ||||||||||
| J1 | J2 | J3 | J4 | J5 | J6 | J1 | J2 | J3 | J4 | J5 | J6 | ||
| В зависимости от спецификации рельса Х | В зависимости от спецификации рельса Х |
Система управления
Одна система контролирует все. Движение робота, последовательность действий, обработка процессов и контроль безопасности – всё это в одной системе. Объединяет все задачи управления для эффективного использования промышленных роботов в единой, высокотехнологичной системе с максимальной энергетической эффективностью. Это позволяет сберегать ценные ресурсы и минимизирует риск потерь, связанных с повышением стоимости энергии. Управление предусматривает использование режимов пониженного энергопотребления и эко-режима. Это сокращает потребление энергии до 95%, в частности, за счет снижения скорости промышленного робота, или посредством программирования торможения, сохраняющего положение промышленного робота без дополнительных энергозатрат. Потребление энергии может быть смоделировано и рассчитано еще на этапе проектирования. Во время эксплуатации потребление энергии можно проверить на панели управления. Предлагается возможность контроля потребления энергии.

Рисунок 11 – Система управления
Двухстоечный вращатель BODE

 |
Рисунок 12 – Двухстоечный вращатель
Двухстоечные позиционеры BODE имеют прочную конструкцию из стали и оборудованы для продолжительной тяжелой работы, полностью оснащены подшипниками Timken. Мотор-редукторы с постоянной или переменной скоростью вращения, заключительное движение машины передает вращение на стальную планшайбу с вырезами. Эти позиционеры изготовлены с грузоподъемностью от 2 до 300 тонн и снабжены индивидуальными или установленными на рельсах не приводными стойками, способными к перемещению для заготовок различных длин.
 Приводная стойка H 60, работающая одна, способна к обработке 3000 килограммового груза с эксцентриситетом 0,150 м от центра вращения, с центром тяжести груза, находящимся на 0,150 м от стола планшайбы.
Приводная стойка H 60, работающая одна, способна к обработке 3000 килограммового груза с эксцентриситетом 0,150 м от центра вращения, с центром тяжести груза, находящимся на 0,150 м от стола планшайбы.
Способность поддержки не приводной стойки та же самая, что и у приводной стойки, но нет привода вращения на свободно вращающейся планшайбе, не может быть никакой оценки вращающего момента. Не приводная стойка имеет такие же значения, как и приводная. Когда приводная и не приводная стойки используются вместе на длинных заготовках, грузоподъемность этих двух стоек можно до