Практическая работа №1
Тема: Разработка технологического процесса восстановления деталей слесарным методом.
Цель работы: 1. Закрепить теоретические знания по восстановлению деталей слесарным методом.
2. Научиться разрабатывать технологические процессы восстановления деталей слесарным методом.
Индивидуальное задание: 1. Описать подготовку поверхностей к шабрению.
2. Описать подготовку краски.
3. Описать процесс шабрения
3. Описать контроль поверхности по поверочной плите (линейке).
4. Составить техпроцесс восстановления деталей станка слесарным методом.
Оборудование, наглядные пособия, литература:
1. Шаберы
2. Краска
3. Контрольная рамка 25х25 мм
4. Поверочная плита
5. В.Ю.Новиков. Слесарь-ремонтник
Порядок выполнения работы
1.Пройти инструктаж по охране труда и технике безопасности во время выполнения лабораторных и практических работ.
2.Изучить настоящую инструкцию.
3.Получить индивидуальное задание.
4.Описать теоретический материал.
5.Составить технологический процесс восстановления деталей станка слесарным методом.
6.Оформить отчет.
Методические указания
Шабрение- это операция по снятию (соскабливанию) с поверхности заготовки очень тонких слоев металла режущим инструментом- шабером. С помощью шабрения обеспечивают плотное прилегание сопрягаемых поверхностей и герметичность (непроницаемость) соединения. Шабрением обрабатывают прямолинейные и криволинейные поверхности (вручную или на станках).
За один проход шабер снимает слой металла толщиной 0,005... 0,07 мм, при этом достигаются высокая точность — до 30 пятен в квадрате 25x25 мм и шероховатость поверхности не более Rа 0,32 мкм.
В инструментальном производстве шабрение применяют как окончательную обработку незакаленных поверхностей.
Широкое применение шабрения объясняется особыми качествами полученной поверхности, которые состоят в следующем:
• в отличие от шлифованной или полученной притиркой абразивами, шабреная поверхность более износостойкая, потому что не имеет шаржированных в ее поры остатков абразивных зерен, ускоряющих процесс износа;
• шабреная поверхность дольше сохраняет смазывающие вещества благодаря наличию так называемой разбивки (соскабливания) этой поверхности, в результате чего повышается ее износостойкость и снижается коэффициент трения;
• шабреная поверхность позволяет использовать самый простой и наиболее доступный метод оценки ее качества по числу пятен на единицу площади.
Шабрению предшествует чистовая обработка резанием.
Процесс шабрения
Поверхность, подлежащую шабрению, опиливают личным напильником, строгают или фрезеруют. На шабрение оставляют припуск 0,1...0,4 мм в зависимости от ширины и длины поверхности.
Перед шабрением заготовки очищают, промывают, протирают, затем наносят на них краску. Шабровочная краска представляет собой смесь машинного масла с лазурью или с суриком и ультрамарином (синька). Краску наносят на поверхность эталонной плиты тампоном из чистых льняных тряпок, сложенных в несколько слоев.
Перед окрашиванием с поверхности заготовки удаляют стружку и грязь волосяной щеткой или чистой тряпкой, заготовку осторожно укладывают обрабатываемой поверхностью на поверхность эталонной плиты и медленно передвигают. После двух-трех круговых движений по плите заготовку осторожно снимают. На хорошо обработанных поверхностях краска ложится равномерно по всей поверхности.
Процесс шабрения заключается в постепенном снятии металла с окрашенных участков.
Шаберы — металлические стержни различной формы с режущими кромками — изготавливают из инструментальной углеродистой стали марки У10 или У12А. Режущий конец шабера закаливают (твердость НК.С 64...66).
На рис. 1 показан универсальный шабер со сменными режущими пластинами. Он состоит из корпуса 3, держателя 2, рукоятки 5, зажимного винта 4 и сменной режущей пластины 1 из быстрорежущей стали или твердого сплава. Пластина, вставленная в держатель, зажимается винтом при вращении рукоятки шабера по часовой стрелке (для снятия пластины рукоятку врашают против часовой стрелки).

Рис. 1. Шабер со сменными режущими пластинами: 1 — режущая пластина; 2 — держатель; 3 — корпус; 4 — зажимной винт; 5 — рукоятка
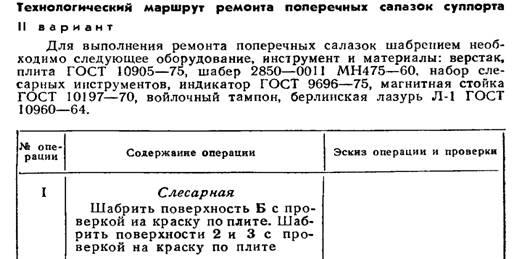
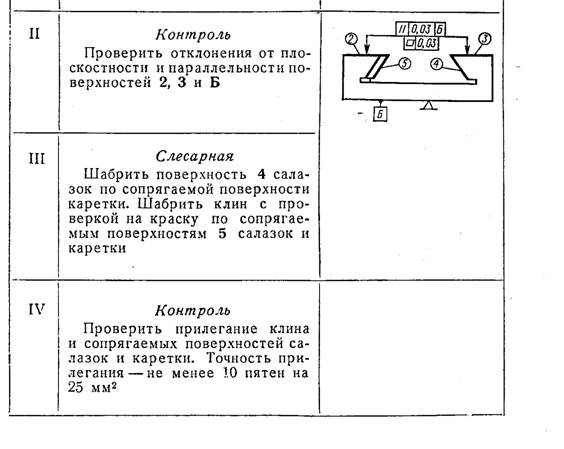
Технологический процесс ремонта поперечных салазок суппорта слесарным методом