Основные операции изготовления отверстий
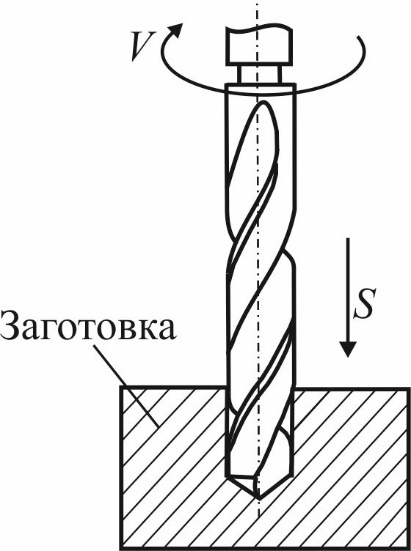
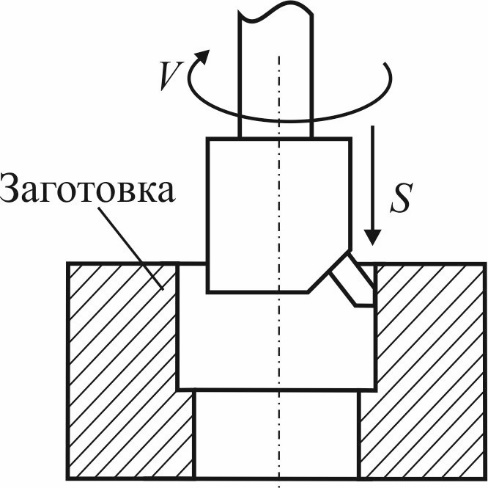
Сверление – это базовая операция в изготовлении цилиндрических отверстий разного диаметра и глубины, которую выполняют сверлом, имеющим два лезвия.
| Схема | Инструмент – сверло |
|

|
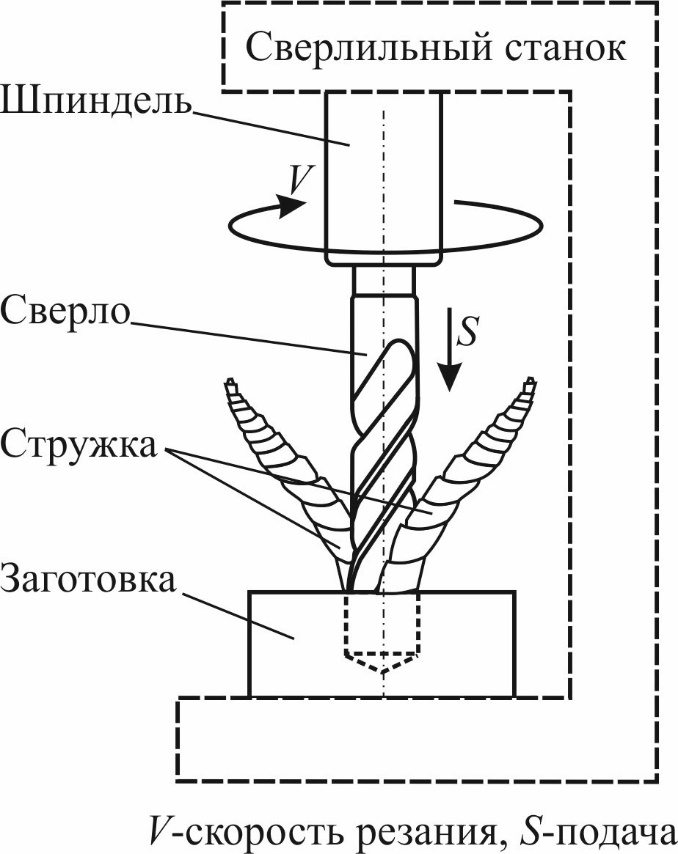
Сверло, закрепленное в шпинделе сверлильного станка, одновременно совершает вращательное движение со скоростью резания v и поступательное движение c осевой подачей S. Образующаяся при резании стружка скользит по спиральным канавкам сверла и выходит из обрабатываемого отверстия.
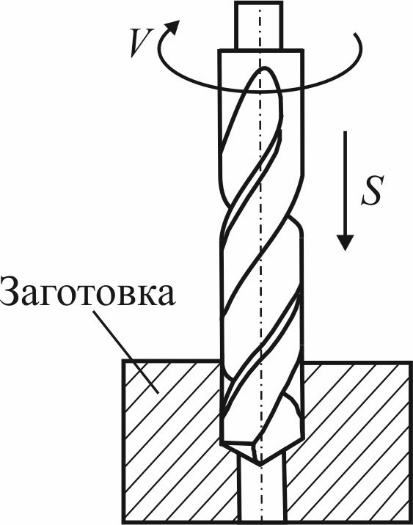
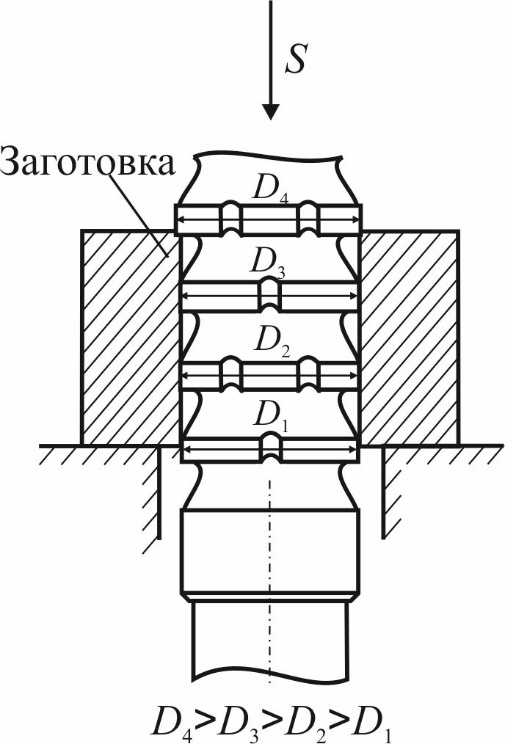
Рассверливание – это операция увеличения диаметра, имеющегося отверстия (ранее полученного в заготовке литьем, ковкой, штамповкой и сверлением), которую выполняют сверлом большего диаметра.
| Схема | Инструмент – сверло |
|

|
Зенкерование – это операция повышения качества (увеличение точности формы и размеров) имеющегося отверстия, которую выполняют зенкером, имеющим 3 – 4 лезвия.
| Схема | Инструмент – зенкер |

|

|
Развертывание – это операция окончательной и наиболее точной лезвийной обработки отверстия после зенкерования, которую выполняют разверткой, имеющей 6 – 14 лезвий.
| Схема | Инструмент – развертка |

|

|
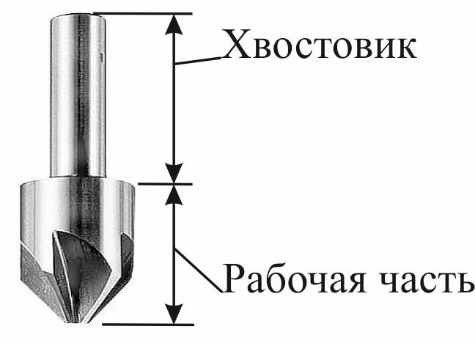
Зенкование – это операция обработки фаски и углубления под головку винтов и болтов в изготовленных отверстиях, которую выполняют зенковкой, имеющей от 2 – 6 лезвий.
| Схема | Инструмент – зенковка |

|
|
Растачивание – это операция изменения формы и размеров имеющегося отверстия, которую выполняют расточной головкой.
| Схема | Инструмент – расточная головка |
|

|
Протягивание – это операция формирования фасонной формы (круглой, квадратной, шестигранной, шлицевой) в имеющемся отверстии, которую выполняют специальным многолезвийным инструментом – протяжками.
| Схема | Инструмент – протяжка |
|

|
Весь инструмент, применяемый для изготовления отверстий называется осевым.
Классификация сверлильных станков

Настольный вертикально-сверлильный станок
Настольный сверлильный станки устанавливаются на верстаках и предназначены для изготовления отверстий в небольших заготовках.

| Возможные перемещения исполнительных органов | |
| Направление №1 | Перемещение шпинделя «вверх-вниз» вдоль своей оси |
| Направление №2 | Перемещение шпиндельной бабки «вверх-вниз» по колонне |
Преимущества
| 1. | Компактность, не требует больших площадей для установки |
| 2. | Простота в управлении |
Недостатки
| 1. | Невозможность обработки высокоточных размеров |
| 2. | Ограничение диаметра изготавливаемого отверстия (до 15 мм) и габаритов заготовки |
| 3. | Ручная подача |
| 4. | Низкая производительность |
Радиально-сверлильный станок
Радиально-сверлильный станок предназначен для изготовления отверстий в крупногабаритных заготовках (корпусах, станинах и плитах).
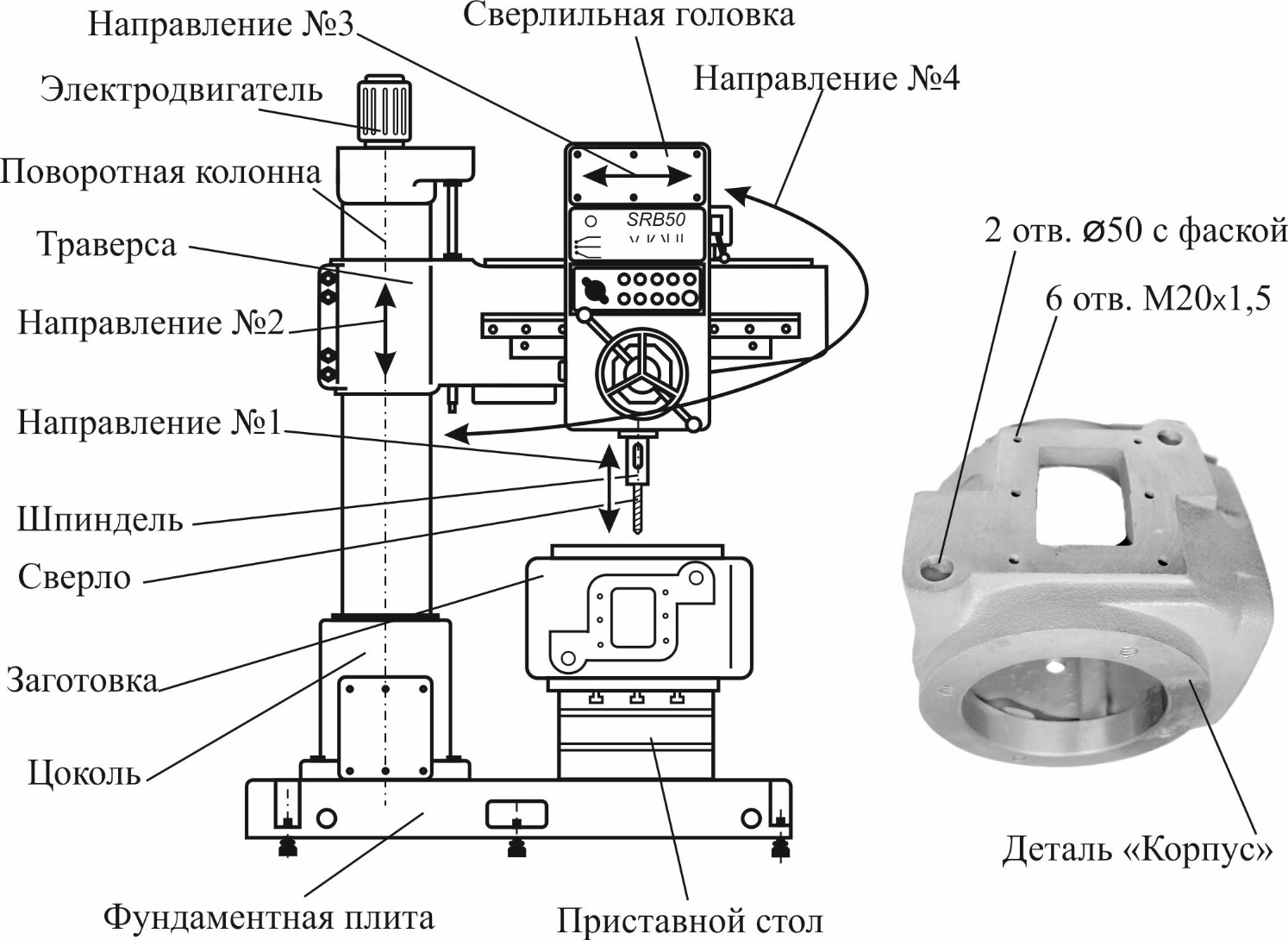
| Возможные перемещения исполнительных органов | |
| Направление №1 | Перемещение шпинделя «вверх-вниз» вдоль своей оси |
| Направление №2 | Перемещение траверсы «вверх-вниз» по колонне |
| Направление №3 | Перемещение сверлильной головки «вправо-влево» по направляющим траверсы |
| Направление №4 | Перемещение сверлильной головки по дуге вокруг оси колонны |
Преимущества
| Возможность изготовления отверстий с высокой точностью | |
| Возможность обработки крупногабаритных и тяжелых заготовок | |
| 3. | Широкий диапазон регулирования числа оборотов шпинделя и подач |
| 4. | Высокая производительность и надежность |
| 5. | Отдельные модели позволяют сверлить отверстия с наклонной осью |
Недостатки
| 1. | Требует большие площади для размещения на участке. |
| 2. | Для работы требуется квалифицированный персонал. |
| 3. | Высокая стоимость оборудования. |