Типы соединений по положению в пространстве:
- нижнее
- горизонтальное
- вертикальное
- потолочное

Наиболее оптимальным для сварки является нижнее положение шва. Поэтому при проектировании изделия и составлении технологии сварочного процесса следует это учитывать. Сварка в нижнем положении способствует высокой производительности, является наиболее простым процессом с получением качественного сварного шва.
Горизонтальное и вертикальное положение сварного соединения требует от сварщика повышенной квалификации, а потолочное является наиболее трудоемким и не безопасным.
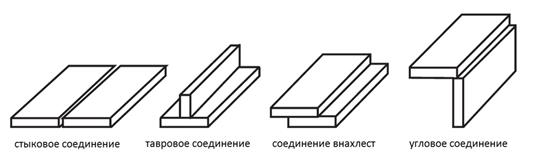
23. Типы сварных соединений. Существует ряд типов сварных швов в зависимости от вида соединения: - шов стыкового соединения, - шов таврового соединения, - шов нахлесточного соединения, - шов углового соединения.
24. Что такое электродуговая сварка? Электросварка — один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу. Температура электрической дуги (до 7000 °С) превосходит температуры плавления всех существующих металлов.
К электроду и свариваемому изделию для образования и поддержания электрической дуги от сварочного трансформатора подводится электроэнергия. Под действием теплоты электрической дуги (до 7000°С) кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне металл электрода смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.
В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды. В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае — при расплавлении присадочной проволоки (прутков и т. п.), которую вводят непосредственно в сварочную ванну.
Для защиты от окисления металла сварного шва применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки в процессе электросварки.
Для повышения устойчивости электрической дуги в электроды могут вводиться легко ионизируемые элементы (калий, натрий, кальций)[3]..
Различают электросварку переменным током и электросварку постоянным током. При сварке постоянным током шов получается с меньшим количеством брызг металла, поскольку нет перехода через ноль и смены полярности тока.
В аппаратах для электросварки постоянным током применяются выпрямители.
Возможно управление положением сварочной дуги при сварке постоянным током. Дуга является таким же проводником тока как и обычный проводник, и отклоняется в магнитном поле в соответствии с законом Ампера.
25. Что такое сварка по методу Славянова и Бенардоса?
Основное различие между способами применения электрической дуги, предложенными Бенардосом и Славяновым, заключалось в том, что угольный электрод Бенардоса заменен у Славянова металлическим, в результате плавления которого получается нужный для работы жидкий металл.
Применением плавящегося металлического электрода были устранены и возможности слишком большого повышения температуры обрабатываемого предмета и опасность обуглероживания металла. Вместе с тем создана была возможность употребления расплавляемого дугой металлического электрода в качестве материала для отливок.
Метод Славянова, т. е. работу с металлическими электродами, оказалось возможным использовать и для сварки металлических частей. В дальнейшем Славянов стал применять для некоторых операций, например, для уплотнения стальных ОТЛИВОК, и угольный электрод. Таким образом, способы электрической обработки металлов, предложенные Бенардосом и Славяновым, в этом отношении сблизились, так как оба изобретателя стали употреблять и угольные и металлические электроды.
Однако Бенардос первоначально предложил свой способ, как способ электрической сварки; Славянов же предложил свой способ, как способ электрической отливки, соответственно чему и назвал его «электрической отливкой металлов». Согласно первоначальному предложению Славянова, изобретенная им электрическая отливка металлов заключалась главным образом в наливании расплавленного электрическим током металла на металлическую поверхность и в приливании недостающих частей в каком-нибудь металлическом изделии. Исправляемое место заключалось в литейную форму и заливалось металлом электрода.