Московский государственный технический университет имени Н.Э. Баумана
Факультет МТ
Кафедра МТ-11
!
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
ДОМАШНЕЕ ЗАДАНИЕ 1
По учебной дисциплине
«Проектирование технологического оборудования»
Вариант 99
РЕЗКА СЛИТКА МОНОКРИСТАЛЛА КРЕМНИЯ НА ПЛАСТИНЫ
ПРОВОЛОКОЙ
ПЗ ДЗ-001-В099-МТ11-71-2014
Выполнил
студент МТ
| МТ11-71 |
| Листов |
| Лист |
| Лит. |
| ПЗ ДЗ-001-В099-МТ11-71-2017 |
| Домашнее задание |
| Дата |
| Подп. |
| № докум. |
| Утв. |
| Н.контр. |
| Пров. |
| Разраб. |
| Руковод. |
| Лист |
| Изм. |


 11-71 _____________ Сидоров А.П
11-71 _____________ Сидоров А.П
(подпись, дата)
Преподаватель _____________ Каменихин А.Т
(подпись, дата)
При оформлении ПЗ пояснения удалить
| ДЗ-001 – домашнее задание №1 |
| В099 – вариант №99 |
| МТ11-71 – группа |
| ПЗ – пояснительная записка |
Москва 2017
ДОМАШНЕЕ ЗАДАНИЕ №1
по учебной дисциплинам
«ПТО»
(выдача – 2 неделя, срок сдачи – 5 неделя)
Задание:
- проанализировать заданную операцию,
- рассмотреть варианты технологических движений,
- предложить механизмы, обеспечивающие выполнение операции,
- представить технологическую схему операции
| РЕЗКА СЛИТКА МОНОКРИСТАЛЛА КРЕМНИЯ НА ПЛАСТИНЫПРОВОЛОКОЙ |
(№ варианта)
Наименование объекта ________________________________________________________
___________________________________________________
(наименование технического объекта)
Пояснительная записка:
а) содержание представляемой информации:
· выполняемая операция (технологические движения);
· используемые механизмы, схемы устройств и их взаимодействие;
б) структура (в соответствии с ГОСТ 7.32-2001):
· титульный лист по ГОСТ 2.104-2006;
· задание;
· реферат;
· содержание;
· введение;
· основная часть (разделы ДЗ);
· заключение;
список использованных источников (использовать рекомендации, помещённые в https://technomag.bmstu.ru/mdocs/list.html)
.
Реферат
| Ключевые слова |
ПОЛУПРОВОДНИКОВЫЕ СЛИТКИ, РЕЗКА СЛИТКА НА ПЛАСТИНЫ,
РЕЗКА СЛИТКА ПРОВОЛОКОЙ
Объектом изучения является установка резки слитка на пластины проволокой с абразивной суспензией.
Цель работы – выявить технологические движения, используемые при выполнении заданной операции и показать их взаимодействие
В процессе выполнения задания проведён анализ технических решений, рассмотрены варианты технологических воздействий.
Содержание
Введение ………………………………………………………………………………………4
1 Анализ операции резки слитка на пластины………………………………………………..5
1.1 Назначение операции........……………………………………………………….……5
1.2 Технологические воздействия при резке слитка …………………….……………...5
1.3 Сравнение вариантов резки слитка на пластины с помощью проволоки…………..5
1.4 Предлагаемая технологическая схема резки слитка проволокой …………………9
Заключение ……………………………………………………………….……………….….11
Список использованных источников информации ……………………………………..…..12
Введение
В производстве изделий наноинженерии широкое применение находит кремний. Связано это с тем, что этот химический элемент обладает уникальными свойствами, которые привлекают специалистов разных направлений. В первую очередь тех, кто разрабатывает электронные приборы, интегральные микросхемы (ИС), в том числе, сверхбольшие (СБИС), миниатюрные электромеханические системы (МЭМС) и изделия наноинженерии. Для таких изделий используется высокочистый кремний, который выращивается в виде слитка - цилиндрического монокристалла. С целью получения заготовки, удобной для формирования в её приповерхностном слое электронных компонентов, слиток разрезается на тонкие пластины.
Известно несколько методов разрезания цилиндрического слитка кремния на пластины. Одному из которых – резке слитка проволокой – посвящена пояснительная записка к ДЗ-1 выполненному по учебной дисциплине «проектирование технологического оборудования».
В ходе выполнения ДЗ-1 были:
· - выявлены технологические движения, необходимые для выполнения процесса резки слитка проволокой;
· - рассмотрены функции механизмов;
· - предложены и проанализированы схемы возможных вариантов исполнения этих механизмов;
Анализ операции резки слитка на пластины
В соответствии с вариантом № 99 домашнего задания ДЗ-1 рассмотрим операцию резки слитка монокристалла Si на пластины.
1.1 Назначение операции
Предложенная к рассмотрению операция предназначена для разрезания слитка кремния на полупроводниковые пластины. В качестве режущего инструмента используется проволока, намотанная в несколько параллельных рядов на тянущие барабаны. Основное достоинство резки параллельными рядами проволоки заключается в том, что этим методом получают пластины с минимальными поверхностными нарушениями структуры. Связано это с малыми термодинамическими напряжениями, возникающими в зоне контакта инструмента с разрезаемым слитком. Как показано на рисунке 1, резка осуществляется за счёт движения проволоки и вращения слитка. Для охлаждения зоны резания и улучшения режущих свойств проволоки в зону обработки подаётся абразивная суспензия.
Анализируя рисунок 1, можно предположить, что установка резки расположена в цехе механической обработки. К помещениям такого типа не предъявляются высокие требования вакуумной (электронной) гигиены [2, 3]. Вместе с тем, резка ведёт к повышению шума в помещении. Данное замечание должно быть решено средствами техники безопасности.
1.3 Сравнение вариантов резки слитка на пластины с помощью проволоки
Процесс резки заключается в выполнении 3-х технологических движений:
1) вращение проволоки с помощью барабанов с расточенными канавками под проволоку; один из барабанов является ведущим, второй – ведомым;
2) вращения цилиндрической заготовки, за счёт вращения шпинделя и центрирующей головки; шпиндель получает вращение от двигателя и передачи, расположенными на заднем плане, и снабжён зажимным механизмом для передачи крутящего момента цилиндру;
3) опускание проволочного полотна для врезания в заготовку осуществляется механизмом вертикальных перемещений, выполненным в виде рамы.
Поскольку процесс резки происходит при непрерывном движении проволочного полотна (движение 1), то и все остальные движение производятся одновременно с первым.
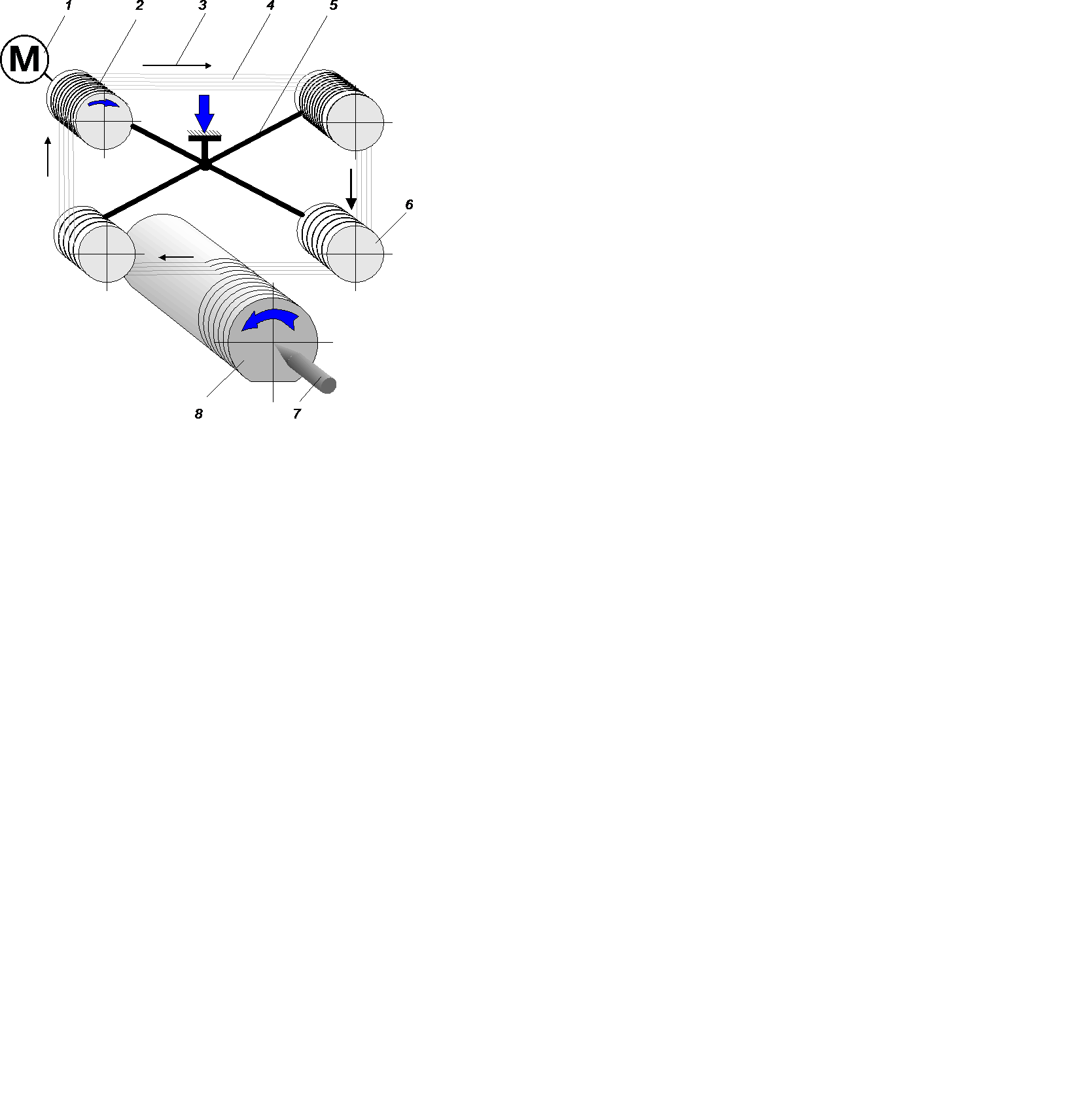
1 – источник вращения ведущего барабана; 2 – ведущий барабан; 3 – направление движения проволоки; 4 – проволочное полотно; 5 – рама механизма вертикального перемещения проволочного полотна; 6 – отклоняющий барабан; 7 – центрирующий элемент; 8 – слиток (источник вращения слитка не показан)
Рисунок 1 – Схема резки слитка
Опираясь на приведённую схему (см рисунок 1), можно сформулировать основные недостатки установки.
Технологический процесс резки построен нерационально. Проволочное полотно находится во взаимодействии со слитком в течение продолжительного времени, так как при вращении слитка полотно проходит путь, пропорциональный длине окружности точек соприкосновения проволоки и слитка. Уменьшить «путь резания» можно, увеличив скорость протягивания проволоки через слиток. Более рациональной следует признать схему, при которой слиток не вращается. Тогда «путь резания» будет не более диаметра слитка.
Второй недостаток связан с конструктивным исполнением устройства опускания проволочного полотна на слиток. Опускание полотна необходимо для его «врезание» в тело слитка. Однако устройство имеет значительные габариты и массу. Это связано с тем, что опускаются сразу все 4 барабана вместе с источником вращения, а также массивная рама, которая жёстко соединяет все перечисленные узлы в один механизм.
Как уже отмечалось, резка слитка натянутыми параллельными рядами проволоки обладает существенными преимуществами:
- минимальные нарушения поверхности вследствие незначительного нагрева материала слитка в зоне контакта инструмента (проволоки) с заготовкой (слитком);
- незначительные потери материала, уходящего в отходы в связи с возможностью делать ширину пропила существенно меньшей, чем при других методах резки.
Сохранить эти преимущества возможно лишь при соблюдении требований, как к технологической схеме, так и к конструкции установки.
Сравним возможные варианты повышения технологичности резки.
Известно техническое решение, изображённое на рисунке 2 [3].
1 - слиток кремния; 2 - оправка из эпоксидной композиции; 3 - слой клеящей мастики;
4 - держатель; 5 - проволока; 6 - цилиндрические барабаны
Рисунок 3 – Резка слитка натянутыми рядами проволоки
Проволочная пила представляет собой проволоку 5 из высокопрочной стали толщиной 0,08÷0,15 мм с наружным покрытием толщиной до 20 мкм из мягкого металла (как правило, это медь). Для укладки проволоки 5 в пазы барабана 6 в установке предусмотрен автоматизированный укладчик. Барабаны 6 представляют собой цилиндры длиной около 300 мм, на поверхности которых сформировано до 800 кольцевых канавок, расположенных на расстоянии 100÷200 мкм друг от друга, в которые происходит укладка проволоки автоматизированным укладчиком.
Слиток 1 закрепляют боковой поверхностью на оправке 2 с помощью клеящей мастики 3, после чего оправку с закрепленным на ней слитком фиксируют в держателе 4.
Проволоку приводят в движение со скоростью Vп=4÷12 м/с, циклически изменяя направление её движения на противоположное. Перед началом резания слиток 1 опускают до соприкосновения с плоскостью, образованной движущимися рядами проволоки 5, и устанавливают заданную скорость подачи слитка
Vc=0,3÷1,0 мм/мин.
При этом на проволоку через щелевые сопла распылителей (на рисунке 3 не показаны) непрерывно подается абразивная суспензия. В качестве абразива используют частицы карбида кремния SiC размером 4÷15 мкм. Они, захваченные поверхностью движущейся проволоки, осуществляют процесс резки. Взаимодействие абразивных зерен с полупроводниковым материалом приводит к появлению микротрещин и выколов в последнем и послойному удалению обрабатываемого материала. Ширина реза обеспечивается на уровне 0,08÷0,2 мм. При указанных режимах слиток диаметром 150 мм в процессе резки может быть разделён на 600-700 пластин толщиной до 200 мкм за 6-7 часов.
К недостаткам, присущим этому способу, относится следующее:
- повышенный износ нижнего барабана, обусловленный тем, что абразивная суспензия, подаваемая на верхние ряды проволоки, частично стекает вниз и попадает на нижний барабан, что приводит к его износу;
- время, необходимое для разделения разрезанного слитка на отдельные пластины, составляет до 10% времени резки, что определяется технологией разделения: оправку с при-крепленными к ней пластинами снимают с держателя и располагают наклонно в ванне с холодной (Т=15÷20°С) водой, затем в течение 30÷40 мин плавно поднимают температуру воды до Т~70°С, в результате чего мастика размягчается, и пластины отделяют от оправки;
- размещение слитка над рабочим полотном требует особого внимания, так как резка проводится до полного прорезания слитка, при этом разрушается слой клеящей мастики, что может привести к её разрушению под тяжестью отрезанной пластины – последняя может упасть вниз на рабочую зону и разбиться.
Как видим три барабана, используемые в схеме на рисунке 3 имеют недостатки.
1.4 Предлагаемая технологическая схема резки слитка проволокой
Анализ технологической схемы резки и структуры установки позволил разработать предложение по модернизации.
На рисунке 4 представлена схема предлагаемой установки резки слитка на пластины. В этом варианте резка также осуществляется перемещением 5 параллельных рядов проволоки 4. Скорость движения в пределах 0,4-1,0 м/с обеспечивает приводной механизм, состоящий из двигателя 1 и барабана 3. Натяжение полотна осуществляется барабаном 8, снабжённым натяжным устройством пружинного типа (на рисунке 4 не показано). Слиток 10, приклеенный сверху к держателю 9, совершает колебательные движения 11 вокруг собственной оси. В место резки из специального распылителя 7 подаётся абразивная суспензия, которая с помощью частичек абразива осуществляет резку, охлаждая при этом место обработки. В установке предусмотрена подача свежей проволоки 2 и удаление отработанной проволоки 6. Таким образом, предлагается разработать установку резки слитков со следующими параметрами (см таблицу 1)..
Таблица 1 – Параметры установки, рекомендуемой к разработке
| № п/п | Параметр | Един.измер. | Значение |
| Режущая проволока | |||
| толщина | мм | 0,08…0,15 | |
| наружное покрытие | - | медь | |
| толщина наружного покрытия | мкм | ||
| Барабаны | |||
| число кольцевых канавок | шт. | ||
| расстояние между канавками | мкм | 100…200 | |
| Режимы обработки | |||
| скорость перемещения проволоки | м/с | 4…12 | |
| подача слитка | мм/мин | 0,3 …10 | |
| Абразив | |||
| материал | - | SiC | |
| размеры частиц | мкм | 4…15 |
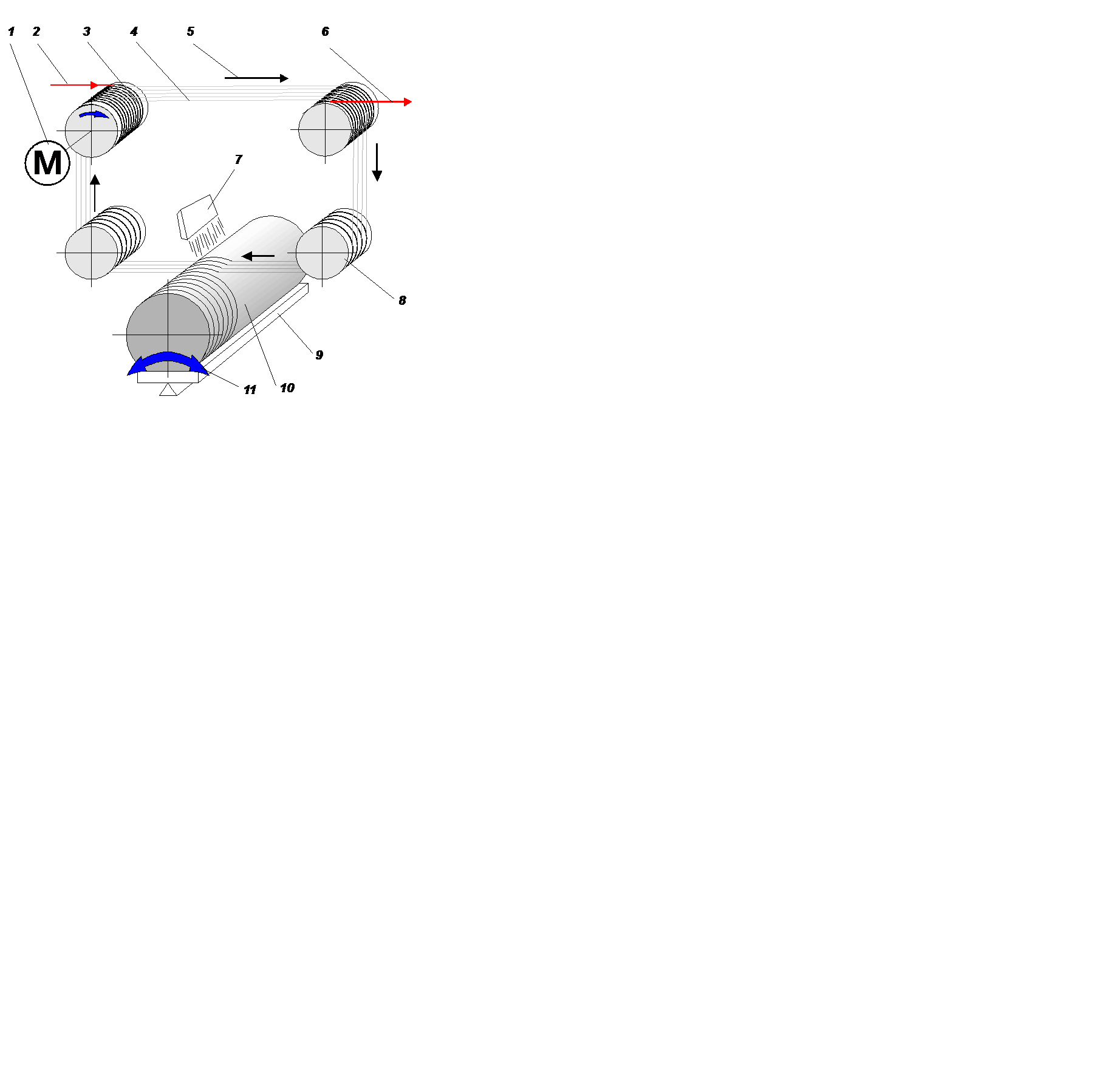
1 – двигатель; 2 – подача свежей проволоки; 3 – ведущий барабан; 4 – полотно параллельных рядов проволоки; 5 – направление движения проволоки; 6 – отвод отработанной проволоки; 7 – распылитель абразивной суспензии; 8 – натяжной барабан (натяжное устройство не показано); 9 – держатель слитка; 10 – слиток; 11 – направления качания слитка
Рисунок 4 – Схема предлагаемого варианта операции резки слитка на пластины
Заключение
1. Проведён анализ работы установки резки слитка на пластины. Установлено, что предложенная к изучению установка обладает рядом недостатков: существенный износ проволоки из-за значительного пути резания, нерациональный механизм опускания режущего полотна на слиток.
2. Рассмотрены варианты схем резки слитка проволокой. Предложена технологическая схема, позволяющая устранить недостатки рассмотренной установки за счёт размещения слитка под режущим проволочным полотном