МЕТОДИЧЕСКОЕ ПОСОБИЕ
По выполнению практического занятия №17
«Технология изготовления корпусных деталей»
МДК 02.01
«Разработка технологических процессов, технической и технологической документации»
Для учащихся по специальности
Автомобиле- и тракторостроение»
Разработал Сметанин В.Г.
Санкт-Петербург
МЕТОДИЧЕСКОЕ ПОСОБИЕ СОДЕРЖИТ
1. Цель практического занятия.
2. Теоретическая часть.
3. Контрольные вопросы.
4. Рекомендуемая литература.
Цель практического занятия
Целью практического занятия является приобретение навыков обучающимися выбора припусков и межоперационных размеров при разработке техпроцесса изготовления корпусной детали.
Обучающиеся должны знать:
- конструкторские базы;
- технологические базы;
- этапы обработки.
Обучающиеся должны уметь разрабатывать план техпроцесса мехобработки корпуса, пользоваться справочной и нормативно-технической документацией.
В конце занятия обучающиеся должны ответить на контрольные вопросы по теме.
Теоретическая часть
Обработка корпусных деталей
К корпусным деталям относятся корпуса (или их части) механизмов и подобные им коробчатые детали. Корпуса необходимы для размещения, координирования в пространстве и кинематической связи деталей и узлов, монтируемых в них.
Корпуса механизмов бывают цельные и разъемные, с установочной поверхностью или без нее, с различной формой наружных поверхностей, с одним или несколькими базовыми отверстиями для монтажа узлов и деталей механизма.
Исходными заготовками корпусных деталей обычно являются отливки из чугуна, стали и цветных сплавов или сварные конструкции.
У корпусов обрабатывают установочные плоскости, плоскости разъема, одно или несколько базовых отверстий, большое число мелких гладких или резьбовых отверстий.
К корпусным деталям обычно предъявляются высокие требования по точности размеров и формы отдельных поверхностей, их шероховатости, а также по точности их взаимного расположения. Корпусные детали должны быть технологичными.
Важное место при проектировании процесса обработки занимают вопросы выбора баз и разработки схемы базирования. Для корпусов, имеющих в качестве конструкторской базы плоскость, технологической единой базой целесообразно принимать эту же плоскость и два отверстия в ней для правильной угловой ориентации заготовки в приспособлениях. Такое базирование носит название «обработка от плоскости». При наличии базового отверстия можно его принимать за технологическую базу и вести всю обработку по принципу «обработки от отверстия».
Механическая обработка исходных заготовок, прошедших термообработку и сопутствующие ей операции (очистку, окраску, контроль и др.), начинается с обработки поверхностей, принятых за единую технологическую базу. Дальнейшую обработку ведут по этапам: сначала все черновые операции, затем получистовые, чистовые и отделочные.
В условиях серийного производства даже при незначительном объеме выпуска мелких и средних корпусов целесообразно использовать многооперационные (многоцелевые) станки с ЧПУ с магазином инструментов и с поворотным столом. Обработка корпуса на них ведется с одного установа большим числом инструментов по индивидуальной программе.
Разработка плана технологического процесса механической обработки корпуса
Пример 1. Проводится технологическая подготовка серийного производства корпуса цилиндрического редуктора (рисунок 1).
Исходные данные. Характеристика корпуса: корпус разъемный, состоит из двух частей — нижней (рисунок 1, а) и верхней (рисунок 1,б), установочная поверхность — плоская и параллельная плоскости разъема; оси нескольких сквозных точных отверстий расположены параллельно установочной плоскости; код классификационной характеристики 50 1614.
Исходная заготовка — отливка II класса точности из чугуна СЧ15.
Решение. 1. Габаритные размеры корпуса и его частей достаточно велики. Значительна и масса корпуса. Точность размеров базовых отверстий высокая (6-й квалитет), шероховатость Rа =1,25 мкм. Точность межцентровых расстояний ±0,1 мм.
Основной конструкторской базой является установочная плоскость, которая может быть использована в качестве одной из поверхностей для создания единой технологической чистовой базы.
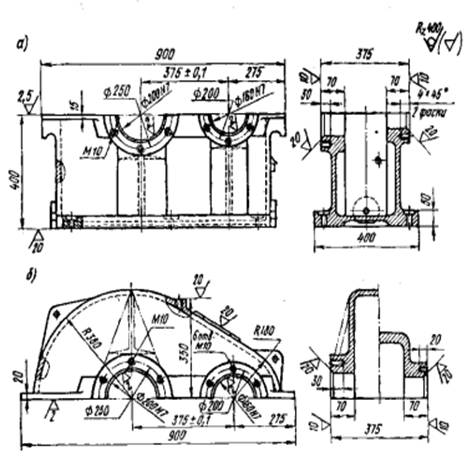
Рисунок 1.
Взаимное положение плоскостей основания и разъема, плоскости основания и точных отверстий облегчает механическую обработку и позволяет считать детали корпуса вполне технологичными. Это подтверждается выбором исходной заготовки — отливки из материала с
хорошей обрабатываемостью резанием.
Поскольку рассматриваемый корпус разъемный и состоит из двух главных деталей, устанавливаем, что должно быть разработано три технологических процесса: два — по обработке каждой части корпуса раздельно и третий технологический процесс — по обработке корпуса в сборе.
2. Для технологического процесса механической обработки нижней части корпуса чистовой технологической базой целесообразно выбрать плоскость основания детали (она же конструкторская база) и образовать в ней
два отверстия под пальцы. Для процесса механической обработки крышки в качестве технологической чистовой базы полезно использовать плоскость разъема, которая для этой детали является также конструкторской базой. Обе технологические базы будут многократно использоваться, т. е. выбранные технологические базы вполне соответствуют известным принципам постоянства (единства) и совмещения баз.
3. Учитывая конфигурацию корпуса и его частей и особенно наличие установочной плоскости основания, рационально принять вариант «обработки от плоскости».
4. Плоскость основания нижнего корпуса нуждается в двукратной обработке (начерно и начисто) ее можно подвергнуть и однократной обработке, если обеспечено получение достаточно чистой и точной плоскости.
Плоскости разъема должны обрабатываться начерно и начисто, причем должна быть обеспечена достаточная точность формы этих поверхностей.
Точные базовые отверстия должны обрабатываться начерно, получисто и начисто для достижения точных размеров и формы, заданной шероховатости и выполнения технических требований по точности взаимного расположения их друг относительно друга и относительно плоскости.
5. Последовательность основных операций по обработке нижней части корпуса может быть принята такая:
1) обработка установочной плоскости основания фрезерованием или строганием. Ее можно вести на продольно-фрезерном, крупном вертикально-фрезерном или продольно-строгальном станке;
2) сверление и развертывание двух базовых отверстий в плоскости основания под установочные пальцы приспособления. Для этого используется, радиально-сверлильный станок с накладным кондуктором;
3) обработка плоскости разъема и плоскостей торцов у базовых отверстий начерно;
4) обработка плоскостей разъема и торцовых плоскостей базовых отверстий начисто;
5) сверление, зенкерование, развертывание мелких отверстий. Работы ведут на радиально-сверлильном станке с зеркальными, накладными или поворотными кондукторами, позволяющими обработать деталь с разных сто-
рон; инструменты закрепляют в шпинделе с помощью быстросменного патрона.
6. План обработки крышки принципиально не отличается от плана процесса обработки нижней половины корпуса, но так как у крышки отсутствует установочная плоскость, то обработку начинают с плоскости разъема.
7. Технологический процесс механической обработки: корпуса в сборе начинается со сборки узла и содержит следующие механические операции:
1) сверление и развертывание двух точных отверстий для установки штифтов и клеймение половин корпуса;
2) расточка и развертывание базовых отверстий последовательно начерно. Обработку ведут на горизонтально-расточных станках с теми же установочными базами, что использовались при обработке нижней половины корпуса;
3) обработка торцовых плоскостей базовых отверстий начисто на продольно-строгальных, продольно-фрезерных или крупных горизонтально-фрезерных станках;
4) обработка резьбовых отверстий на радиально-сверлильных станках с помощью накладных или поворотных кондукторов;
5) расточка базовых отверстий на горизонтально-расточных станках начисто;
6) окончательный контроль. Эта операция при обработке корпусных деталей является особенно сложной, ответственной и должна разрабатываться с особой тщательностью.
8. Выше изложен традиционный план обработки корпуса. При наличии современного оборудования имеется возможность применить методы прогрессивной технологии и в значительной мере усовершенствовать и даже автоматизировать этот процесс. Так, даже при малом объеме выпуска следует применять вертикально-сверлильные и многооперационные станки с ЧПУ.
При значительном объеме выпуска следует предусматривать использование новых видов высокопроизводительного оборудования — многошпиндельных продольно-фрезерных станков, агрегатных сверлильно-расточных станков, а в крупносерийном и массовом производствах — автоматических линий.
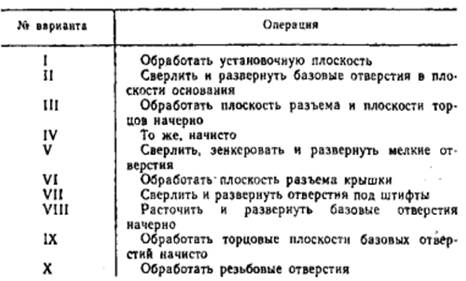
Упражнение 1. В соответствии с вышеприведенным планом разработать операцию (варианты указаны в таблице 1), отразив в решении: наименование, содержание и структуру операции; выбор технологической базы; выбор и обоснование типа и модели станка; выбор технологической оснастки; выполнить операционный эскиз; рассмотреть пути и средства совершенствования операции.
Таблица 1.
3 Контрольные вопросы
1. Что относится к корпусным деталям?
2. Какие требования предъявляются к корпусным деталям?
3. Какая последовательность проектирования техпроцесса?
4. Что вкладывается в понятие «обработка от плоскости»?
5. Что вкладывается в понятие «обработка от отверстия»?
| 4 Рекомендуемая литература 1 Колесов И.М. Основы технологии машиностроения. М.: Высшая школа. 2 Данилевский В.В. Технология машиностроения. М.: Высшая школа. 3 Егоров М.Е., Дементьев В.И., Дмитриев В.Л. Технология машиностроения. М.: Высшая школа. 4 Силантьева Н.Л., Малиновский В.Р. Техническое нормирование труда в машиностроении. М.: Машиностроение. 5 Данилевский В.В., Гельфгат Ю.Н. Лабораторные работы и практические задания по технологии машиностроения. М.: Высшая школа. |