Переписать.
Лекция. Технологии сварки чугуна.
Холодная сварка чугуна.
Перед сваркой и ремонтом литья из чугуна, всегда желательно, чтобы поверхность под сварку была гладкой и чистой. Чистота поверхности обеспечивает очень хорошее качество сварки, а также защищает чугун от растрескивания. Сварка чугуна может осуществляться в двух направлениях:
· С подогревом - горячая сварка чугуна
· Без подогрева - холодная сварка чугуна
Электроды. Наибольшее применение при устранении повреждений в чугунных деталях находят электроды типа ОЗЧ. Стержень этих электродов изготовлен из меди, которая придает наплавленному металлу высокие пластические свойства, а наличие в обмазке железного порошка, плавикового шпата, мрамора и других элементов способствует поддержанию стабильной дуги и хорошему сплавлению электродного металла с металлом детали. Сварной шов, выполненный электродом ОЗЧ, легко поддается проковке, хорошо обрабатывается.
Для повышения прочности сварных соединений электроды МНЧ применяют в сочетании с электродами ОЗЧ (первый шов накладывают электродом МНЧ, второй — ОЗЧ).
Для устранения повреждений в неответственных местах детали применяют также электроды ЦЧ-4, ЦЧ-ЗА и др.
Покрытия всех электродов для сварки чугуна гигроскопичны, их обмазка сильно впитывает в себя влагу. При сварке отсыревшими электродами ухудшается свариваемость металлов, увеличивается разбрызгивание. Отсыревшие электроды перед сваркой необходимо прокалить 2-3 ч в электропечи при температуре 120-150°С.
Без подогрева - холодная сварка чугуна
Холодную сварку чугуна выполняют различными электродами — стальными, чугунными, комбинированными, медными, медно-никелевыми, из никелевого аустенитного чугуна.
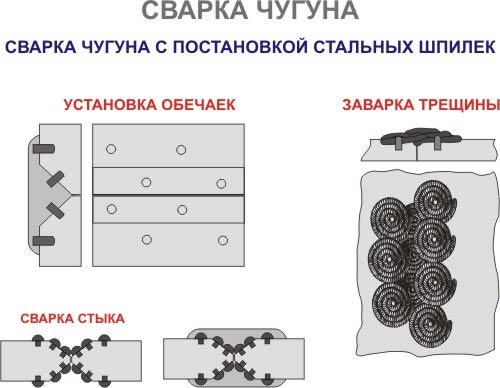
Сварку стальными электродами с применением шпилек применяют при ремонте тяжелых и громоздких чугунных деталей. В восстанавливаемой детали выполняют разделку под углом 90°, нарезают отверстия и вворачивают шпильки. Высота возвышения шпильки над поверхностью должна составлять 0,5...1 диаметра шпильки (но не более 5...6 мм), а глубина ее посадки — 1...2 диаметра. В процессе сварки сначала обваривают шпильки кольцевыми швами, затем участки между обваренными шпильками заполняют электродным металлом, обычно применяя электроды ф 3...4 мм. Сварку ведут при пониженной силе тока (для электродов ф 3 мм—90...100 А), что позволяет уменьшить отбеливание чугуна.
При ремонте неответственных чугунных изделий небольших размеров шпильки не применяют.
Сварку чугунными покрытыми электродами применяют для исправления дефектов чугунного литья. Прутки изготовляют из чугуна марок А и Б или из никелевого аустенитного. Этими электродами можно производить сварку только в нижнем положении.
Сварка медно-железными электродами обеспечивает достаточные пластичность и плотность шва; ее широко применяют для заварки трещин в блоках цилиндров. Наиболее широко используемые электроды — ОЗЧ-1 и МНЧ-1. Электрод состоит из медного стержня и основного покрытия, в состав которого входит 50 % железного порошка. При сварке используют постоянный ток обратной полярности; сила тока для электрода ф 3 мм составляет 90...120А, ф 4 мм — 120...140 А, ф 5 мм — 160...190 А. Сварку ведут участками длиной 30...50 мм с тщательной проковкой каждого слоя.
Кроме электродов ОЗЧ-1 и МНЧ-1, изготовляемых промышленностью, применяют и самодельные электроды: медный стержень 0 3...6 мм с оплеткой из жести или проволоки, покрытый меловой обмазкой; медный стержень в железной трубке со стабилизирующим покрытием; пучок из медных и стальных электродов.
Сварку медно-никелевыми покрытыми электродами применяют для устранения дефектов чугунного литья. Никель и медь не растворяют углерод и не образуют структур с повышенной твердостью после нагрева и быстрого охлаждения. Однако недостатком медно-никелевых сплавов является большая объемная усадка, способствующая образованию горячих трещин. В связи с этим их применение может быть рекомендовано только для исправления дефектов объемом до 10...12 см3.
При сварке медно-никелевыми электродами необходимо выполнять следующие требования: глубина расплавленного основного металла должна составлять не более 0.5...2 мм; длина шва не должна превышать 40...60 мм; толщина накладываемого слоя должна быть минимальной; следует тщательно проковывать швы по горячему металлу.
Силу тока выбирают в пределах, рекомендованных для сварки медно-железными электродами.
На сегодняшний день существует большое количество различных типов электродов для чугуна: медно-железные, железно-никелевые, железно-медно-никелевые. Наиболее распространенные марки электродов представлены в таблице.
| Марка | Диаметр, мм | Тип наплавляемого металла | Назначение |
| ОЗЧ-2 | 3; 4; 5 | Сплав на медной основе | Устранение дефектов в элементах из ковкого и серого чугуна |
| ОЗЧ-6 | 2; 2,5; 3; 4; 5 | Сплав на медной основе | Сварка тонкостенных деталей из ковкого и серого чугуна |
| МНЧ-2 | 3; 4; 5; 6 | Медно-никелевый | Сварка деталей из ковкого, высокопрочного и серого чугуна |
| ОЗЖН-1 | 2,5; 3; 4; 5 | Железно-никелевый | Сварка высокопрочного и серого материала |
| ОЗЖН-2 | Железно-никелевый | Сварка высокопрочного и серого материала | |
| ОЗЧ-3 | 2,5; 3; 4; 5 | Сплав на никелевой основе | Сварка деталей из серого и высокопрочного чугуна |
| ОЗЧ-4 | 2,5; 3; 4; 5 | Сплав на никелевой основе | Сварка деталей из серого и высокопрочного чугуна |