
Принципиально- структурная схема привода
1. Пневмоцилиндр Ц1. Усилие на штоке - Ршт должно быть больше, чем вес заготовки - Рз. Примем усилие на штоке с запасом, т.е. должно соблюдаться условие:
Ршт =2÷2,5×Рз.
Вес – это сила, с которой тело, в данном случае заготовка, давит на опору (поверхность конвейера), когда опирается на нее, или растягивает подвес, когда на нем висит. P (H) – вес тела, как любая сила в СИ измеряется в Ньютонах. В случае покоящегося в инерциальной системе отсчёта тела, его вес равен силе тяжести, действующей на тело, и пропорционален массе и ускорению свободного падения в данной точке. Таким образом, формула для расчета веса заготовки:
Pз=m×g,
где m - масса тела, кг;
g - ускорение свободного падения = 9,81 м/с2.
Масса заготовки складывается из ее объема и плотности материала, из которого она изготовлена по формуле:
m=r×V,
где r - плотность материала, для стали примем r=7,8 г/см3 = 0,0078 /мм3;
V - объем заготовки, см3 (мм3).
Если заготовка имеет сложный профиль, то общий объем будет складываться из нескольких элементарных, т.е. конфигурацию заготовки необходимо разделить на отдельные простые части. Таким образом, общий объем составит:
V=V1+V2+V3+….Vn,
где V1, V2, V3, Vn - элементарные объемы заготовки, см3 (мм3).
Объем детали находится по формуле:
V=  ,
,
d- диаметр заготовки, мм;
h – высота (длина) заготовки, мм.
Значение параметров заготовки принимать согласно варианта по таблице 1:
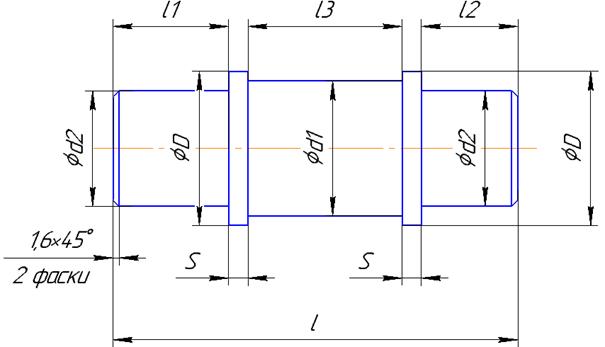
Таблица 1
| № варианта | l1=l2. мм | l3, мм | l, мм | d1, мм | d2, мм | D, мм | S, мм |
| 0,5÷0,6 d1 | |||||||
Пример:
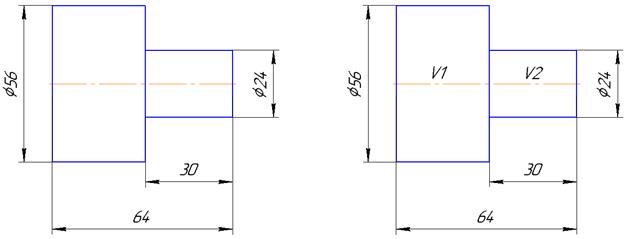
Эскиз детали Разделение на объемы
Находим объем детали по элементам:
V1=  ,
,
V2=  ,
,
V=V1+V2 =83699,84+13564,8=97264,64 мм2
Тогда масса заготовки составит:
m=0,0078×97264,64=758,66 г=0,76 кг.
Следовательно, вес заготовки и усилие на штоке составят:
Pз= 0,76×9,8=7,45 Н,
Ршт =2÷2,5×7,45=14,9÷18,6 Н.
Выбираем и принимаем из полученных значений Ршт =17,5 Н.
2. Пневмоцилиндр Ц2. Усилие на штоке - Ршт должно быть больше, чем вес заготовки - Рз. Примем усилие на штоке с запасом, т.е. должно соблюдаться условие:
Ршт =2÷2,5×Рз.
Так как на конвейере одновременно находиться несколько деталей, в нашем случае n=4, следовательно,
Ршт =2÷2,5×Рз.к.,
где Рз.к.- общий вес заготовок, находящихся на конвейере, Н.
Пример расчета веса заготовки приведен в п. 1.
3. Пневмоцилиндр Ц3. Усилие на штоке - Ршт должно быть больше, чем сила тяги двигателя привода фрезы - Рфр.,Н. Примем усилие на штоке с запасом, т.е. должно соблюдаться условие:
Ршт =2÷2,5× Рфр.
Силу тяги двигателя можно выразить через мощность двигателя N, Вт и скорость v, м/c:
N=F×v,
отсюда сила тяги двигателя привода фрезы F=Рфр, будет находиться как:
Рфр =  .
.
Значение cкорости резания фрезы и мощности двигателя принимать согласно варианта по таблице 2:
Таблица 2
| № варианта | |||||
| v, м/с | |||||
| N, кВт | 8,0 | 8,0 | 10,0 | 15,0 | 5,0 |
4. Пневмоцилиндр Ц4 и Ц5. Усилие на штоке - Ршт, должно соответствовать усилию зажима заготовки- Qзаг., находящейся в призме, т.е. должно соблюдаться условие:
Ршт = Qзаг.
В свою очередь, сила зажима должна быть больше силы резания Ррез, Н, т.е. должно соблюдаться условие:
Qзаг. =2÷2,5× Ррез.
Значение силы резания принимается согласно варианта по таблице 3:
Таблица 3
| № варианта | |||||
| Ррез, Н |