План занятия учебной практики
Г. группа № 101
Специальность: 23.01.08. Слесарь по ремонту строительных машин
Квалификация: Слесарь по ремонту автомобилей.
Тема программы: ПМ.02. Техническое обслуживание и ремонт систем, узлов и приборов автомобилей.
Тема занятия: Зенкование и развертка отверстий.
Цель и задачи занятия:
Учебная: умение принять знания для развязки учебно-производственных заданий.
Развивающая: развитие умений и привычек планировать и контролировать свою работу.
Воспитательная: воспитать бережное отношение к оборудованию, материалам и инструментам.
Тип занятия: сформировать в обучающихся умение выполнять задание.
Вид занятия: самостоятельная работа.
Ход занятия
Организационная часть.
Вводный инструктаж
Актуализация прежних знаний
- Инструктаж по охране труда при работе с электроинструментами?
- Разновидности сверл?
4. Новый материал:
Зенкование - это процесс обработки специальным инструментом цилиндрических или конических углублений и фасок просверленных отверстий под головки болтов, винтов и заклепок.
Инструмент для зенкования. Основной особенностью зенковок по сравнению с зенкерами является наличие зубьев на торце и направляющих цапф, которыми зенковки вводятся в просверленное отверстие.
По форме режущей части зенковки подразделяют на цилиндрические, конические и торцовые (цековки).
Цилиндрическая зенковка состоит из рабочей части, на которой имеется от 4 до 8 торцовых зубьев, и хвостовика. Цилиндрические зенковки имеют направляющую цапфу, которая входит в просверленное отверстие, что обеспечивает совпадение оси отверстия и образованного зенковкой цилиндрического углубления.
Цилиндрические зенковки бывают с постоянной направляющей и цилиндрическим хвостовиком ф 2,3...12 мм (рис. 240, а) со сменной направляющей и коническим хвостовиком ф 11...40 мм (рис. 240,6). Материал - сталь Р6М5. Зенковки, как и другие режущие инструменты, имеют углы' (рис. 240, в).
Коническая зенковка (рис. 240, г) также состоит из рабочей части и хвостовика. Рабочая часть имеет конус при вершине с углом Наибольшее распространение получили конические зенковки с углом конуса при вершине 30, 60, 90 и 120°.
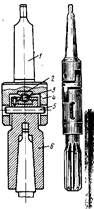
Державка с зенковкой и вращающимся ограничителем (рис. 240, д) имеет хвостовик 7, на одном конце которого закреплена по резьбе зенковка 3 с направляющей шпилькой 1. Упор 2 соединен с зенковкой винтами 4. Зенковка с втулкой б легко вращается благодаря шарикам 5, размещенным между втулкой 6 и упором 2. Зенковка выступает из упора на глубину зенкуемого отверстия. Ограничитель позволяет зенковать отверстия на одинаковую глубину, что трудно достичь при пользовании обычными зенковками.
| Рис. 240. Зенковки цилиндрические с постоянной направляющей и цилиндрическим хвостовиком (а) и со сменной направляющей и коническим хвостовиком (б), углы зенковки (в), конические зенковки (г), державка с зенковкой и вращающимся ограничителем (д), цековка (е) |

Ц е к о в к и для зачистки торцовых поверхностей обычно выполняют в виде насадных головок, имеющих торцовые зубья (рис. 240, е). Цековками производят обработку бобышек под шайбы, упорные кольца, гайки.
Зенкование и цекование, как и сверление отверстий на определенную глубину, выполняют на сверлильных станках. Крепление зенковок и цековок не отличается от крепления сверл.
РАЗВЕРТЫВАНИЕ ОТВЕРСТИЙ
Развертывание — это процесс чистовой обработки отверстий, обеспечивающий точность по 7...9-му квалитетам и шероховатость поверхности Ra 1,25.„О,63.
Развертки. Инструментом для развертывания являются развертки. Развертывание отверстий производят на сверлильных и токарных станках или вручную. Развертки, применяемые для ручного развертывания, называются ручными (рис. 241,а, б), а для станочного развертывания - машинными (рис. 241,в). Машинные развертки имеют более короткую рабочую часть.

|
Рабочая часть, на которой имеются расположенные по окружности зубья, в свою очередь делится на режущую, или заборную, часть, калибрующую (цилиндрическую) часть и обратный конус.
Режущая, или заборная, часть /i на конце имеет направляющий конус (скос под углом 45 "), назначение которого состоит в снятии припуска на развертывание и предохранении вершины режущих кромок от забоин при развертывании.
Режущие кромки заборной части образуют с осью развертки угол при вершине 2у; (для ручных разверток равный 0,5...1,5, а для машинных- 3...5°).
Калибрующая часть /2 предназначена для калибрования отверстия и направления развертки во время работы. Каждый зуб калибрующей части вдоль рабочей части развертки заканчивается канавкой, благодаря которой образуются режущие кромки; кроме того, канавки служат для отвода стружки.
Обратный конус /3 находится на калибрующей части ближе к хвостовику. Он служит для уменьшения трения развертки о поверхность отверстия и сохранения качества обрабатываемой поверхности при выходе развертки из отверстия.
У ручных разверток обратный конус составляет 0,05...0,1 мм, а у машинных — 0,04...0,3 мм.
Шейка развертки находится за обратным конусом и предназначена для выхода фрезы при фрезеровании (нарезании) на развертках зубьев, а также шлифовального круга при заточке.
Хвостовик ручных разверток имеет квадрат для воротка (см. рис. 241,а). Хвостовик машинных разверток ф 10... 12 мм выполняют цилиндрическим, более крупных — коническим (см. рис. 241, в).
О Задний игол Наборной частил Угол ое»ами» (заборной части)
 Угол заостшнил (заборной части)
Угол заостшнил (заборной части)
Передний угол (заборной части) f O"
При работе разверткой на станке часто бывают случаи, когда при жестко закрепленной развертке ее ось не совпадает с осью обрабатываемого отверстия, и поэтому развернутое отверстие получается неправильной формы. Это происходит при неисправном станке, когда ось вращения шпинделя не совпадает с осью отверстия (биение шпинделя).
Для повышения качества обработки и во избежание брака при развертывании отверстий применяют качающиеся оправки

 в
в
Машинные развертки: а) раздвижная; б) разжимная; в) качающая оправка.
\ Ручное развертывание. Приступая к развертыванию, прежде всего следует:
выбрать соответствующую развертку, затем убедиться, что на режущих кромках нет выкрощившихся зубьев или забоин;
проверить размер оставленного на развертывание припуска, который не должен быть больше установленного, так как в противном случае развертка затупится и могут выкрошиться зубья;
осторожно установить в отверстие развертку и проверить ее положение по угольнику 90°; убедившись в перпендикулярности оси, в отверстие вставляют конец развертки так, чтобы ее ось совпала с осью отверстия; далее плавно вращают развертку, подавая ее в отверстие; вращение осуществляют только в одном направлении, так как при вращении в обратном направлении может искрошиться (выкрошиться) лезвие (рис. 250, а).
Для развертывания отверстий в труднодоступных местах детали 4 применяют специальные удлинители 2 (рис. 250, б), надевающиеся на квадрат хвостовика развертки 3\ на квадрат хвостовика удлинителя устанавливают вороток 1.
Ручное развертывание.
Приступая к развертыванию, прежде всего следует:
выбрать соответствующую развертку, затем убедиться, что на режущих кромках нет выкрощившихся зубьев или забоин;
проверить размер оставленного на развертывание припуска, который не должен быть больше установленного, так как в противном случае развертка затупится и могут выкрошиться зубья;
осторожно установить в отверстие развертку и проверить ее положение по угольнику 90°; убедившись в перпендикулярности оси, в отверстие вставляют конец развертки так, чтобы ее ось совпала с осью отверстия; далее плавно вращают развертку, подавая ее в отверстие; вращение осуществляют только в одном направлении, так как при вращении в обратном направлении может искрошиться (выкрошиться) лезвие (рис. 250, а).
Для развертывания отверстий в труднодоступных местах детали 4 применяют специальные удлинители 2 (рис. 250, б), надевающиеся на квадрат хвостовика развертки 3\ на квадрат хвостовика удлинителя устанавливают вороток 1.
Обработка конических отверстий. При обработке конических отверстий с большой конусностью применяют комплект из трех инструментов. Вначале обрабатывают отверстие ступенчатым зенкером, затем применяют развертку со стружколомающими канавками и далее — коническую развертку с гладкими режущими лезвиями.
Машинное развертывание производят так же, как и сверление, т.е. развертку закрепляют с помощью патрона или переходных втулок в конусе шпинделя станка. При этом наряду с прочным закреплением развертки следует обеспечить совпадение ее оси с осью шпинделя.
Дефекты. Основные дефекты при развертывании, причины их возникновения и способы устранения указаны в табл. 3.
Безопасность труда. При развертывании отверстий необходимо выполнять те же требования безопасности, что и при сверлении.
5. Заключительный инструктаж.
- подведение итогов;
- разобрать наиболее характерные ошибки.
Домашнее задание: Составить кроссворд по слесарным операциям.
Мастер производственного обучения Лощилова Л.И.