Введение
Автоматизация - это такая организация производства, при которой человек частично или полностью освобождается от непосредственного участия в процессах получения, преобразования оперативного управления механизмами.
В развитии автоматизации производственных процессов могут быть намечены некоторые основные направления:
1) автоматизация оборудования;
2) автоматизация отдельных операций и приемов обработки;
) автоматизация контрольных операций;
) комплексная автоматизация.
Автоматизация оборудования заключается, прежде всего, в том, что повышается количество станков-автоматов в общем числе станков, выпускаемых промышленностью.
Автоматизация отдельных операций и приемов обработки, как, например, автоматизация загрузки, контроля, холостых ходов универсальных станков и т.п., обычно в меньшей степени преследует цели увеличения выпуска продукции, а в большой степени - освобождение рабочего от непосредственного воздействия на продукт труда.
Автоматизация отдельных приемов и операций, как правило, проводится в порядке рационализации существующего производства, без коренной реконструкции его, а также путем автоматизации отдельных станков и агрегатов.
Автоматизация системы машин и целых предприятий осуществляется преимущественно на базе коренной реконструкции производства путем применения новых, более прогрессивных технологических процессов и специального автоматически действующего оборудования.
Задание
Спроектировать устройство для автоматической сортировки загрузки и подачи заданной детали перед фрезерованием.
Фрезеровать поверхность №1, детали типа усечений конус круглого сечения, сплошной без отверстия, без пазов и других элементов. Время обработки одной детали t=3,6 мин.

Рисунок 1. Обрабатываемая деталь
Определение степени подготовленности детали к автоматизированному производству
По методическому пособию для данной детали определяются индексы в зависимости от конфигурации. Определение рассчитывается по семи ступеням подготовленности данной детали к автоматическому производству.
| Ступень | Конфигурация | Индексы |
| Асимметрия наружной поверхности. | ||
| Несцепляемая. | ||
| Пластинчатая (толстая). | ||
| Круглая (прямая). | ||
| Осисеметричная. | ||
| Центральное отверстие отсутствует, форма детали гладкая. | ||
| Дополнительные признаки отсутствуют. |
Сумма индексов определяет кодовый номер - 1022410.
Сумма цифр кодового номера определяет степень сложности:
В=1+0+2+2+4+1+0=10.
Категория сложности 2.
Эта категория характеризует что деталь типа усеченный конус, тоисть автоматизация средней сложности. Требуется обработка и усовершенствование системы ориентации и загрузки детали в рабочие органы. Для подтверждения этого целесообразно проводят экспериментальную проверку.
Выбор загрузочного устройства
Для данной детали (усеченного конуса) можно применить загрузочное устройство лопастной щелевой бункер который работает по принципу: принимает заготовки навалом и выдает их поштучно ориентированно в пространстве и во времени. Здесь осуществляется почти 100% автоматизация. Но для данные детали поступают на лоток бункера в двух возможных положениях.

Рисунок 2. Положение детали при поступлении на лоток
Так как деталь поступает в бункер навалом и потом осуществляется первичная ориентация то для вторичной ориентации надо разрабатывать механизм вторичной ориентации так как деталь среднесложная. Правильная ориентация это на большое основание то есть на поверхность 1, а если на поверхность 2 то применяется механизм вторичной ориентации что бы осуществить правильную ориентацию детали и обработать ту поверхность которая дана в условии.
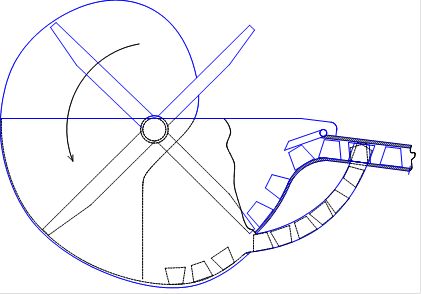
Рисунок 3. Лопастной щелевой бункер
В бункерах такого типа заготовки движутся на выходе непрерывным потоком, поэтому их производительность зависит от скорости движения и размера заготовки, измеренного по направлению движения.
Таким образом, производительность бункера с непрерывной выдачей заготовок можно определить по формуле:
 шт./мин.
шт./мин.
где: v - скорость движения заготовок (в см/мин);
l - размер заготовки, измеренный по направлению движения (в см);
К - коэффициент перерывов.
Заготовки в бункере будут выходить со скоростью, равной скорости вращения лопастей. При этом, если разделим эту скорость на размер заготовки, получим теоретическую производительность бункера. Фактическая производительность будет несколько меньше, так как в потоке заготовок будут перерывы, которые учитываются коэффициентом К. Величина коэффициента К определяется экспериментальным путем. Для данного типа загрузочного устройства К принимаем равным 0,5.
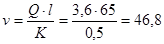
Так как время обработки одной детали нам задано и равняется 3,6 мин, то нам необходимо рассчитать скорость вращения лопастей. Из формулы 1 получим:
 см/мин.
см/мин.
 см/мин.
см/мин.