| Материал | Сталь марки Ст3-низкоуглеродистая, конструкционная, обыкновенного качества. Сталь марки Ст3 – хорошо сваривается, где углерода 0,21% | ||
| Оборудование | Трансформатор, ТДМ 315,электрододержатель, Круглопильный станок, Кондуктор №1,Гибочный станок | ||
| Приспособление | Угольники, шаблоны, струбцины | ||
| Заготовка | Пруток, проволока | ||
| Ознакомление с чертежом (Размеры, кол-во шт) Пруток S=6мм, Кольцо большое - L=600мм S=6мм, Кольцо малое - L=400мм S=6мм, Кольцо-пластина – L=50мм S=6 мм, Улитка большая 4 шт. – L=550мм S=6 мм, Улитка 8 шт. – L=150мм S=6 мм, Прут 2 шт. – L=180мм S=6мм, Прут короткий 2 шт. – L=80мм S=6мм, Цифра о 4 шт. – L=450мм S =6 мм | |||
Чертеж (размеры)

| |||
| Последовательность операций | |||
 молоток,
плита
молоток,
плита
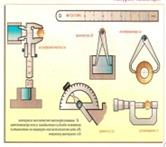
| Правка - это технологическая операция, в процессе которой местными пластическими деформациями видоизменяется начальная форма прутка, заготовки или изделия. | ||
мел, чертилка, стальная линейка
| Разметка– по заданному чертежу Когда выполняется разметка, необходимо быть очень внимательным, так как малейшая неточность может привести к браку уже готовых деталей. | ||
 Круглопильный станок с вертикальной пилой Круглопильный станок с вертикальной пилой

| Резка - отделение частей (труб) механическим способом. Механическая резка применяется обычно для металла толщиной до 10—12 мм, а в отдельных случаях до 25—30 мм. Более толстый металл, а также детали сложной формы, как правило, режут с помощью газокислородной резки. | ||

 Молоток, Тиски,
Кондуктор
№1
Молоток, Тиски,
Кондуктор
№1
| Гибка – это способ обработки металла давлением, при котором заготовке или её части придаётся изогнутая форма. | ||
Абразивная лента, напильник
  
| Зачистка- Ввиду того, что шлаковые включения ослабляют прочность шва, их следует в обязательном порядке зачищать, причем при многопроходной сварке – после каждого слоя. | ||
 Метр, угольник, шаблон
Метр, угольник, шаблон
| Межоперационный контроль - проверка конструкции по чертежу при помощи метра и угольника. | ||
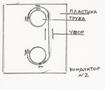
| Сборка – На сборочном столе производит сборка конструкции. В большое кольцо прихватываются 8 полуулиток и пластина толщиной 6мм. По центру пластины прихватывается кольцо для поддержания горшка. Центральный круг разделяется на четыре части и прихватываем ранее изготовленные рисунки на кондукторе.
| |||
| Сварка–выполняется ручной дуговой сваркой короткой дугой, в процессе сварки необходимо реже обрывать дугу, длина дуги равна не более диаметра электрода.. Сварка производится в нижнем положение сварного шва наклон электрода 45 ± 5.После выполнения сварки, выполняется зачистка сварных швов зубилом, молотком, металлической щеткой для определения качества сварного шва от шлака и брызг | |||
| Зачистка– произвожу зачистку сварочного шва от шлака, брызг до металлического блеска. | |||
| Контроль качества изделия - необходимая процедура для определения качества металлоконструкции. Если шов недостаточно плотный, с нарушенной герметичностью и другими деформациями – все это неминуемо скажется на сроке эксплуатации металлоконструкции. Особенно быстро это произойдет в случае, если металлоконструкция будет находиться под постоянным давлением. Для контроля качества и проверки соответствия швов ГОСТ существуют специальные процедуры (ультразвуковой, визуальный и т.д.). | ||


| Охрана труда - 1. Проверить исправность средств индивидуальной защиты и предохранительных приспособлений (щитки, темные стекла, очки и т.д.). Запрещается надевать промасленную и рваную спецодежду и обувь. 2. Следить, чтобы руки, обувь и одежда были всегда сухими, так как работа электросварщика связана с применением электрического тока. 3. Привести в порядок рабочее место, убрать лишние предметы, мешающие в работе, а также легковоспламеняющиеся материалы. Не устанавливать сварочные аппараты в загроможденных местах. 4. Для защиты лица и головы следует пользоваться специальным щитком или шлемом-маской. Если щиток или шлем имеют щели или трещины в стеклах, работать в них запрещается. 5. Швы от шлака очистить металлической щеткой и при этом надевать защитные очки. 6. Во избежании разбрызгивания расплавленного металла предварительно очистить место сварки. | ||
| Диаметр св.электрода, сила тока, марка св. электрода, сварные соединения | |||

| Э42УОНИ 13/45 Ǿ3мм, 4 мм I=30*d. = 90А (для прихваток) 120-140А (для сварки) ТДС 317 электрододержатель | ||
Приложение Б
| № | Операции | Дефекты | Причины | Методы исправления |
| 1. | Рубка | Не соответствие размеров заготовки размерам, данным на чертеже согласно допускам +-0,5-1 мм. | Неправильная разметка | Согласовать деталь по размерам чертежей |
| 2. | Зачистка | Ржавчина, заусенцы | Недостаточная обработка заготовок | |
| Сборка | Не соответствие размеров конструкции, напряжение конструкции, подрезы, прожоги | Не правильная последовательность сборки, Неправильно выбран режим сварки | Собрать конструкцию согласно копира | |
| 4. | Сварка | Не провар, поры шлаковые включения, подрезы, прожоги при выполнении прихваток | происходят от неправильного подбора режима сварки | Дефекты вырубаются, зачищаются и провариваются |
| 5. | Зачистка | Шлак, металлические брызги | недостаточная обработка конструкции | Зачистить до металлического блеска |