Исходными документами при подготовке управляющих программ являются рабочий чертеж детали и технологическая карта. Текст готовой УП либо записывается на программоноситель, либо вводится в устройство ЧПУ с клавиатуры панели управления. На процесс подготовки УП, который в обобщенной форме можно представить как последовательность трех основных этапов (рис. 2.7), способ ее ввода не оказывает влияния.
В процессе программирования основными этапами являются сбор и упорядочение всей геометрической и технологической информации о детали, заготовке, инструменте, станке с ЧПУ, а также информации о технологических приемах, используемых при обработке детали. Суммарная информация по отдельным переходам, выполняемым в процессе обработки детали в соответствии с заданными технологическими параметрами, и составляет УП.
Рис. 2.7. Этапы подготовки управляющих программ
Для представления информации в УП используются международный код ISO-7 bit. Основу кода составляет двоичная система счисления, четыре разряда которой используют для кодирования каждого разряда десятичных чисел (двоично-десятичная система). Для кодирования адресов команд (знаков и заглавных букв английского алфавита) использованы семь двоичных разрядов (7 бит). За каждым символом в коде ISO-7 bit закреплены определенные значения, которые используются при кодировании технологической информации (рис. 2.8). Общую структуру записи управляющей программы и схему записи отдельных кадров определяет ГОСТ 20999-83.
Запись программы обработки осуществляется на программоноситель кадрами переменной длины, которые содержат информацию о технологических условиях обработки, длине перемещения и вспомогательных функциях. Порядок кадров определяется последовательностью обработки. Кадр состоит из информационных слов (команд), которые включают числовую информацию и символ, определяющий вид информации. При адресном способе записи символ предшествует числовой информации и выражает определенную операцию обработки детали.
Кадр включает номер кадра, одно или несколько информационных слов и знак конца кадра (LF). Последовательность расположения информации в кадре программы называется форматом кадра. Формат определяет структуру кадра для конкретного станка с ЧПУ.
Например:
| N120 | G00 X100 Y200 M03 | LF |
| Номер кадра | Слова | Знак конца кадра |
Номер кадра служит для обозначения элементарного участка УП, является вспомогательной информацией и должен всегда стоять в начале кадра. Последовательность остальных слов, содержащихся в кадре, может быть произвольной.
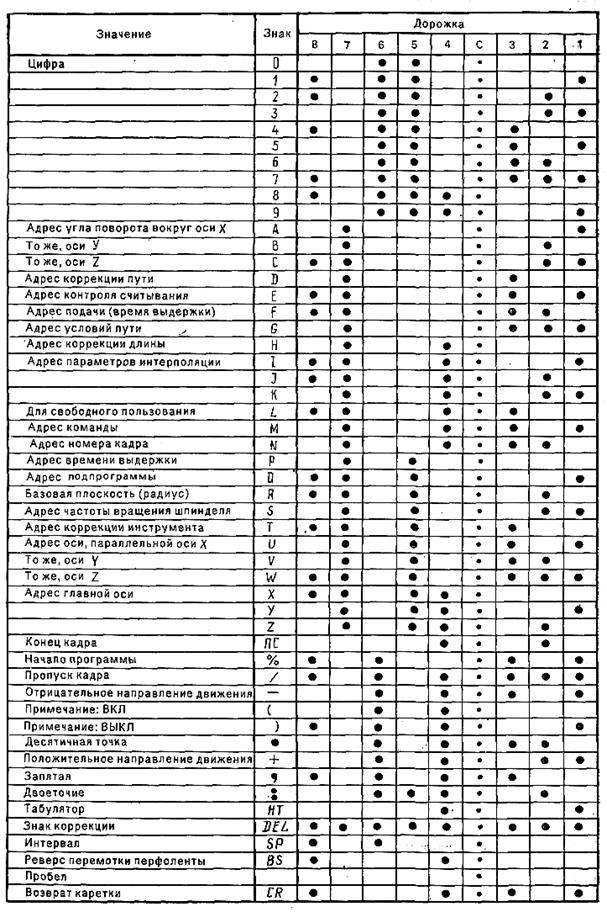
Рис. 2.8. Международный код ISO-7 bit
Рациональна последовательная нумерация кадров, однако допускаются любые переходы номеров и должна соблюдаться только их неповторяемость в пределах одной УП. Программное слово кадра состоит из буквы адреса и нескольких цифр, означающих содержание слова. В состав кадра могут входить слова различной длины, однако при этом необходимо записывать только те цифры, которые несут информацию. Знак «+ » записывать не обязательно. Вся информация о длине пути без знака считается положительной. Знак «– » записывается всегда. Место записи знаков – между буквой адреса и первым числом.
Подготовительные функции, определяющие режим работы устройства ЧПУ, задаются адресом G и двузначным десятичным числом. Все подготовительные функции могут быть разделены на следующие группы:
1. G00–G09 – команды общего порядка;
2. G10–G39 – команды, определяющие режимы обработки;
3. G40–G59 – команды для коррекции размеров инструментов;
4. G60–G79 – команды, определяющие характер перемещения и положение заготовки в процессе обработки;
5. G80–G89 – стандартные циклы;
6. G90–G99 – команды, определяющие задание способов отсчета перемещений и единиц скорости резания и подач.
Подготовительные функции записываются в кадре по мере возрастания их кодовых номеров. В одном кадре не может быть более одной подготовительной функции из каждой группы.
Большинство подготовительных функций действует до тех пор, пока не заменяется или отменяется другой функцией из той же группы. Однако некоторые из них (например, G04, G08, G09, G63) действуют только в том кадре, в котором указаны.
Назначение основных подготовительных функций, используемых при составлении управляющих программ, приведено в табл. 2.1.
Таблица 2.1
Подготовительные функции G (наиболее часто используемые)
| Код команды | Значение функции |
| G00 | Позиционирование. Перемещение на быстром ходу в заданную точку. Ранее заданная рабочая подача не отменяется |
| G01 | Линейная интерполяция. Перемещение с запрограммированной подачей по прямой к точке |
| G02, G03 | Круговая интерполяция соответственно по часовой и против часовой стрелки |
| G04 | Задержка в обработке на определенное время, которое задается с пульта управления или в кадре |
| G06 | Параболическая интерполяция. Движение по параболе с запрограммированной подачей |
| G08 | Разгон. Плавное увеличение скорости подачи до запрограммированного ее значения в начале движения |
| G09 | Торможение в конце кадра. Плавное уменьшение скорости подачи до фиксированного значения |
| G17, G18 G19 | Плоскости интерполяции соответственно XY, XZ, YZ |
| G63 | Нарезание резьбы метчиком |
| G80 | Отмена постоянного цикла, заданного одной из функций G81–G89 |
| G81–G89 | Постоянные циклы |
| G90 | Абсолютный размер. Отсчет перемещений в абсолютной системе координат с началом в нулевой точке системы ЧПУ |
| G91 | Размер в приращениях. Отсчет перемещений относительно предыдущей запрограммированной точки |
Вспомогательные функции предназначены для сообщения соответствующих команд исполнительному органу станка или УЧПУ. Функции данного типа задаются словами с адресом М и двузначным десятичным кодовым числом (табл. 2.2).
Большинство вспомогательных функций является приоритетными при отработке конкретного кадра УП, т.е. выполняются до начала перемещений, запрограммированных в этом же кадре. Их действие заканчивается после отмены команды или замены на команды аналогичного назначения. Есть ряд вспомогательных функций, которые выполняются после отработки заданных в кадре перемещений (например, М00, М01, М02, М05, М09). В одном кадре программы в порядке возрастания кодовых номеров может быть записано несколько команд различным исполнительным органам станка или УЧПУ.
Таблица 2.2
Вспомогательные функции М (наиболее часто используемые)
| Код команды | Значение функции |
| М00 | Программируемый останов. Останов шпинделя, подачи и выключение охлаждения |
| М01 | Останов с подтверждением. То же, что и М00, но выполняется при предварительном нажатии соответствующей кнопки на пульте оператора |
| М02 | Конец программы. Останов шпинделя и выключение охлаждения |
| М03, М04 | Вращение шпинделя соответственно по (против) часовой стрелки |
| М05 | Останов шпинделя |
| М06 | Смена инструмента. Команда подается вручную или автоматически |
| М07, М08 | Включение охлаждения соответственно №2 и № 1 |
| М09 | Выключение охлаждения. Отменяет команды М07, М08. |
| М10, М11 | Зажим и разжим. Относится к зажимным приспособлениям столов станка, заготовке и т.п. |
| М13, М14 | Вращение шпинделя по (против) часовой стрелки при одновременном включении охлаждения |
| М19 | Останов шпинделя в определенном угловом положении |
| М49 | Ручная коррекция |
| М59 | Постоянная скорость шпинделя |
Кодирование подачи и частоты вращения шпинделя задается адресами F и S соответственно. При этом могут использоваться методы прямого обозначения и геометрической прогрессии. Первый метод наиболее предпочтителен, так как дает наглядное представление о значениях кодируемых величин. В этом случае подача или частота вращения кодируется чаще всего четырехразрядным числом. Например, скорость подачи 40 мм/мин запишется четырехзначным десятичным числом с соответствующим адресом F0040 (впереди стоящие нули могут быть опущены). Запрограммированное значение подачи запоминается и действует до нового кадра УП с адресом F.
При кодировании частоты вращения шпинделя в большинстве УЧПУ указывается и диапазон частоты вращения. Для этого могут использоваться вспомогательные функции М41...М46 или непосредственная запись диапазона регулирования после адреса перед значением частоты вращения. Например, для УЧПУ 2Р22 запись в кадре S2–352 означает, что в коробке скоростей должен включаться второй диапазон и частота вращения шпинделя составляет 352 мин-1. Минус в кадре означает вращение по часовой стрелке.
Для указания выбора инструмента используется адрес Т, по которому записывается кодовое число с одной или двумя группами цифр. В первом случае по адресу указывается только номер или позиция вызываемого инструмента, во втором случае вторая группа цифр определяет номер корректора длины Н или диаметра D инструмента. Например, Т1016: Т – адрес, 10 – номер инструмента, 16 – номер корректора. Если программируется номер инструмента без указания корректора, вторая группа цифр содержит нули (Т1400). При программировании корректора для заданного в одном из предыдущих кадров инструмента нули содержит первая группа цифр (Т0016).
Размерные перемещения инструмента записываются в кадре управляющей программы с использованием следующих адресов: X, Y, Z, U, P, Q, R, I, J, К, А, В, С, D, Е. Все размерные перемещения могут задаваться в абсолютных значениях или приращениях. Числа, стоящие после указанных адресов, означают либо координаты опорных точек траектории инструмента – абсолютные размеры, либо приращения координат этих точек – размеры в приращениях. Размеры записываются целыми числами с учетом дискретности их задания для конкретных УЧПУ.
При обработке детали траектория инструмента может включать участки перемещений на быстром ходу, а также участки линейной, круговой и параболической интерполяции, которые обрабатываются на рабочей подаче. Характер перемещения рабочего органа задается в кадре соответствующей подготовительной функцией G00 (быстрое позиционирование), G01 (линейная интерполяция), G02, G03 (круговая интерполяция), G06 (параболическая интерполяция). В связи с тем, что начальная точка каждого из участков траекторий инструмента (за исключением начального) является одновременно и конечной точкой предыдущего участка, в кадрах УП задается только информация о конечных точках.
Для задания линейной интерполяции (перемещение по прямой с запрограммированной скоростью) в кадре должны быть указаны:
1. Подготовительная функция G01;
2. Координаты конечной точки интерполяции, заданные в абсолютных размерах (G90) или в приращениях (G91);
3. Скорость подачи под адресом F.
При задании позиционирования в абсолютных размерах (рис. 2.9, а)знаки («+ » или «– ») координат опорных точек зависят от квадранта системы координат. При задании позиционирования в приращениях (рис. 2.9, б) знак («+ » или «– ») показывает направление перемещения из одной опорной точки траектории в другую.
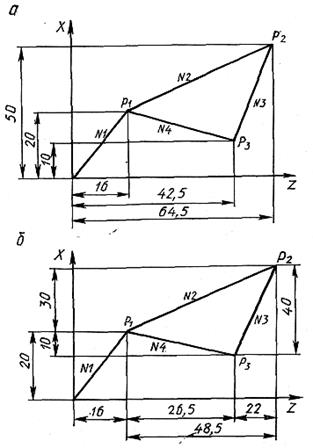
Содержание кадров:
N001 G90 G00 X20000 Z16000 LF
N002 X50000 Z64500 LF
N003 X10000 Z42500 LF
N004 X20000 Z16000 LF
Содержание кадров:
N001 G91 G00 X20000 Z16000 LF
N002 X30000 Z48500 LF
N003 X-40000 Z-22000 LF
N004 X10000 Z-26500 LF
Рис. 2.9. Задание размерных перемещений при линейной
интерполяции в абсолютных координатах (а) и в приращениях (б)
Для задания круговой интерполяции в кадре должны быть указаны следующие данные.
1. Направление обхода дуги (G02 или G03). G02 – круговая интерполяция по часовой стрелке. G03 – круговая интерполяция против часовой стрелки За данное направление обработки принимается координированное перемещение по двум осям, при котором инструмент движется по отношению к заготовке по часовой стрелке, если смотреть в положительном направлении оси, перпендикулярной к этой плоскости.
2. Проекции радиуса-вектора, проведенного из начальной точки интерполяции р 0 в центр кривизны (I, J, K). I – проекция радиуса-вектора на ось X или U, J – на ось Y или V, K – на ось Z или W. Значения I, J, K задаются со знаком «+ » или «– » в зависимости от направления радиуса-вектора. Если оно совпадает с положительным направлением соответствующей оси рабочей системы координат, проекция I, J, K берется с положительным знаком и наоборот.
3. Координаты конечной точки интерполяции р к в относительных (G91) или абсолютных (G90) значениях (Хк, YK, ZK, UK, VK, WK). При задании перемещений в абсолютных размерах значения Хк, YK, UK, ZK, VK, WK задаются со знаком «+ » или «– » в зависимости от того, в каком квадранте рабочей системы координат находится конечная точка интерполяции рк. Если рк находится в 1-м квадранте, используется знак «+ ». При задании перемещений в приращениях знак зависит от направления смещения конечной точки интерполяции относительно начальной р0. Координаты конечной точки и проекции ее радиуса-вектора задаются в кадре в явном виде даже тогда, когда их значения равны нулю.
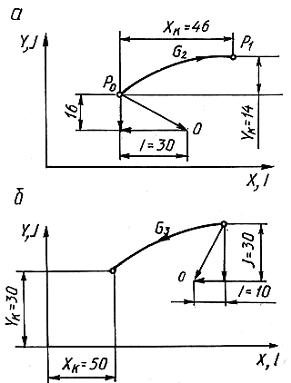
Содержание кадра:
N10 G91 G02 X46000 Y14000 I30000 J-16000 LF
Содержание кадра:
N10 G90 G03 X50000 Y30000
I-10000 J-30000 LF
Рис. 2.10. Задание круговой интерполяции:
а – по часовой стрелке: б – против часовой стрелки
Пример задания круговой интерполяции по часовой стрелке (G02) в плоскости XY в относительных размерах (G91) представлен на рис. 2.10, а, против часовой стрелки (G03) в плоскости XY в абсолютных размерах (G90) – на рис. 2.10, б. Задание полного круга в плоскости XY в относительных и абсолютных размерах представлено на рис. 2.11.

Содержание кадра:
в приращениях
N10 G91 G03 X0 Y0 I-40000
J-50000 LF
в абсолютных размерах
N10 G90 G03 X200000 Y250000
I-40000 J-50000 LF
Рис. 2.11. Задание полного круга
При выполнении ряда технологических операций (точение канавок прорезными резцами, точение фасок, глубокое сверление) используется выдержка времени (простой инструмента), которая кодируется подготовительной функцией G04. Продолжительность (мкс) паузы записывается в кадре словом по адресу X. Например, выдержка времени 0,5 с записывается кадром: N10 G04 Х500 LF
В УЧПУ 2У22 выдержка времени программируется по адресу Е. Одной дискрете соответствует выдержка времени 0,1 с. Например, выдержка времени 2 с записывается кадром: N10 G04 E20 LF. В УЧПУ 2Р22 выдержка времени программируется по адресу D. Одной дискрете соответствует выдержка времени 0,001 с. Подготовительная функция G04 не используется. Например, выдержка времени 5 с записывается кадром: N10 D50000 LF.