Методический материал для изучения темы
27.04.2020 г. Производственная практика.
ПМ.07. «Технология ручной электродуговой сваркой»
Тема: Подготовка рабочего поста для механизированной сварки. Монтаж и проверка режимов при полуавтоматической сварке.
Под полуавтоматической сваркой понимают такой тип применения дугового разряда при соединении металлов, при котором подача проволоки, используемой в сварке, осуществляется в автоматическом режиме, в то время как все необходимые установочные и корректировочные процессы, а также перемещение самой сварочной горелки происходит только посредством работы самого оператора. Основным принципом дуговой сварки в углекислом газе является оттеснение обычного воздуха из зоны сварки специально сформированным потоком газа.
Особенности сварки в углекислом газе
В связи с тем, что атмосфера вокруг металла носит окислительный характер, нередко можно увидеть, что углерод и легирующие составляющие металла очень быстро выгорают, в результате чего в шве образуются поры, а сам сварочный процесс можно охарактеризовать повышением разбрызгивания металла.
Для того чтобы минимизировать окислительные процессы при осуществлении сварочного процесса, используются специальные виды проволоки, которые прошли легирование с помощью кремния и марганца. Указанные химические элементы по своей сути представляют хорошие раскислители. За счет введения раскислителей окисление углерода сокращается, равно как и выгорание составных элементов металла, в результате чего количество пор в сварочном шве уменьшается, а сам шов становится более качественным, с точки зрения механических параметров.
Все выполнение сварки происходит с помощью тока с обратной полярностью, что позволяет обеспечить стабильное функционирование дуги. Итогом становится качественное сплавление кромок. Если осуществлять сварочный процесс с током прямой полярности, то будет происходить наплавление металла, а также его разбрызгивание.
Параметры режимов сварки
Используемые сварочные режимы в настоящее время зависят от большого числа факторов, а именно:
- используемое оборудование;
- виды изделий, подлежащих соединению с помощью сварки;
- место, в котором осуществляется весь сварочный процесс.
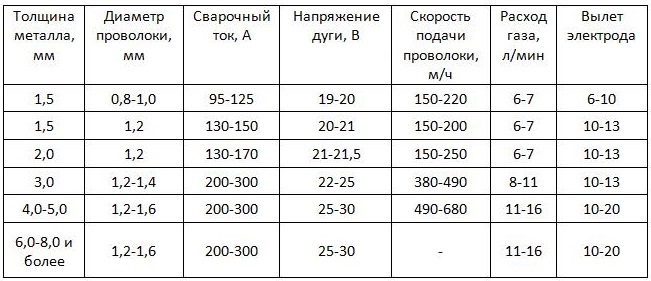
Если речь идет о сварочном процессе в отношении ответственных конструкций, например, о сварке труб, то необходимо применять импульсно-дуговой сварочный метод с проволокой, имеющей сплошное сечение, подаваемой в углекислом газе, при котором осуществляется мелкокапельный перенос управляемого типа в отношении наплавляемого металла. Такой метод может быть достигнут за счет использования специального электронного модуля микропроцессорного типа, который установлен в инверторном источнике тока. Настройку такого оборудования можно провести только путем привлечения специалиста. В остальных случаях все режимы можно подобрать на основании тех параметров, которые имеет металл. Отследить наиболее часто используемые параметры можно на основании данных в таблице.
Правила настройки и подготовки оборудования к сварочному процессу
Подготовку сварочного оборудования к работе можно разделить на несколько этапов:
1.Подготовка с теоретической точки зрения. На этом этапе необходимо ознакомиться с основными положениями электробезопасности ввиду работы с электрическим прибором повышенной опасности. Кроме того, на этапе теоретической подготовки следует изучить инструкцию по эксплуатации самого сварочного аппарата, а также имеющиеся рекомендации по его настройке.
2. Подготовка электрической сети. В связи с тем, что сварочные аппараты очень мощные в плане потребления тока, следует убедиться, что предохранительные автоматы установлены с расчетом перегруза сети от использования сварочного аппарата (мощность одного аппарата должна быть не менее 16 А, что позволит и выполнить необходимые технологические задачи, и защитить электрическую сеть от перегрузок). При наличии возможности следует подготовить отдельную электрическую линию, в которой сечение провода будет не менее 2,5 квадратных миллиметров. При подключении сварочного оборудования следует сократить количество и длину используемых удлинителей для сокращения вероятности короткого замыкания.
3. Изучение самого аппарата и напряжения, с которым он может работать. Так как существует два типа аппаратов – которые работают от сети 220 В и 380 В, – следует понимать, что для последних придется подготовить специальную шину или гнездо, которое позволит запитать аппарат от напряжения в 380 В.
4. Сборка сварочного аппарата. Производить ее рекомендуется только в выключенном от сети состоянии в соответствии с правилами, которые указаны в инструкции по эксплуатации и в схеме сборки. Соединение всех частей должно быть закреплено с помощью специальных хомутов с целью исключения вероятности рассоединения в период работы. Если предстоит осуществлять сварку в условиях низких температур, следует подготовить специальный подогреватель редуктора, который обеспечит прогревание подающих газ каналов внутри редуктора, что исключит перекрытие подачи газа.
5. Установка кассеты со сварочной проволокой. Данная манипуляция осуществляется только после того, как полностью собран весь аппарат, но до его подключения к сети. Конец проволоки, выведенный из кассеты, необходимо аккуратно продеть между прижимными и подающими роликами и зафиксировать прижимным механизмом. Аккуратность подготовки кассеты обусловлена тем, что при повреждении проволоки при осуществлении сварки в швах может возникнуть брак.
6. После полной сборки сварочного аппарата он подключается в электрическую сеть, после чего выполняются пробные сварочные швы. Если сборка и настройка осуществляются в отношении нового аппарата, то все пробные швы, в том числе для определения оптимальных настроек, следует делать на деталях, имитирующих свариваемые в последующем.