Обработка боковых срезов. Боковые срезы переда могут быть обработаны до обработки застежек или после в зависимости от составленного разделения труда в массовом производстве, а при изготовлении по индивидуальным заказам — от количества примерок, выполняемых на фигуре заказчика. Если изделие выполняют с одной примеркой, то боковые срезы можно обрабатывать до обработки застежки или после, если
с двумя примерками — боковые срезы стачивают только после окончательного уточнения баланса изделия, т. е. после второй примерки, при этом застежка
должна быть обработана полностью ко второй примерке.
Перед или полочки складывают со спинкой лицевыми сторонами внутрь, уравнивают срезы и сметывают по намеченным линиям, совмещая надсечки, посаживают спинку на участке между надсечками, а в изделиях, не отрезных по линии талии, с плотным прилеганием по фигуре посаживают перед на участке боковых карманов.
В массовом производстве боковые срезы стачивают без предварительного сметывания со стороны переда с посадкой деталей на указанных участках между надсечками. Ширина шва 1—1,5 см. При изготовлении по индивидуальным заказам ширина шва может быть увеличена.
В платьях с расклешенными юбками части юбки и боковые срезы стачивают, располагая строчки параллельно срезам до линии подгиба низа, а на участке подгиба низа строчку прокладывают так, чтобы после выполнения операции подгиба низа швы стачивания совпадали.
В изделиях из хлопчатобумажных тканей оба среза вместе обметывают на специальной машине и отгибают в сторону переда, а в изделиях из шерстяных и шелковых тканей срезы должны быть обработаны до стачивания, а после стачивания швы разутюживают. Разутюживание или заутюживание швов производят со стороны изнанки без проутюжильника с применением технологического пара для увлажнения (при этом боковые швы могут быть разутюжены или заутюжены в зависимости от модели изделия).
Угол наклона припуска на шов в плоскости детали в зафиксированном состоянии должен быть не более 5— 10°. В зависимости от модели боковые швы в изделиях из шерстяных и шелковых тканей могут быть заутюжены. В таком случае срезы обметывают после стачивания или одновременно со стачиванием.
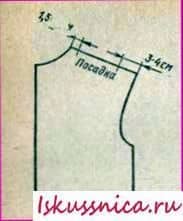
Рис. 61. Распределение посадки по плечевому срезу спинки
Обработка плечевых срезов. В плечевых срезах спинки в зависимости от модели могут быть обработаны вытачки. Полочку или перед и спинку складывают лицевыми сторонами внутрь, уравнивая срезы. При изготовлении по индивидуальным заказам срезы сметывают, посаживая спинку (рис. 61), отступив 1,5—2 см от горловины, и заканчивают на расстоянии 3—4 см от среза проймы, наибольшую посадку делают посередине этого участка. При наличии вытачки на спинке от плечевого среза последний посаживают на меньшую величину.
Величина посадки зависит в основном от фигуры заказчика. В массовом производстве плечевые срезы стачивают без предварительного сметывания с посадкой спинки на участке, предусмотренном конструкцией, Величина посадки указывается в технических условиях и зависит также в основном от конструкции изделия и структуры ткани.
Стачивание выполняют со стороны переда на стачивающей машине челночного стежка двумя или одной строчкой с прокладыванием кромки или на стачивающе-обметочной машине цепного стежка одной строчкой без прокладывания кромки. При стачивании плечевых срезов с кромкой кромку укладывают со стороны переда (полочки) так, чтобы один край кромки совпадал с плечевым срезом, а другой своим краем на 0,1—0,2 см попадал под строчку.
При соединении плечевых срезов двумя строчками они должны быть расположены одна от другой не более чем на расстоянии 0,1—0,2 см. В изделиях без рукавов плечевые срезы стачивают одной строчкой. Ширина шва на стачивающей машине 1—1,5 см. Ширина шва на стачивающе-обметочной машине может быть 0,7—0,8 см.
Разутюживание или заутюживание выполняют со стороны изнанки без проутюжильника с применением технологического пара для увлажнения. При изготовлении изделий по индивидуальным заказам и при отсутствии технологического пара эти операции выполняют обязательно через проутюжильник с предварительным увлажнением.