1) Строим необходимые линии построения, идущие по контуру детали и заготовки.
2) С помощью команды Операции-Путь строим Путь-траекторию движения инструмента см.рис.ниже.

3) С помощью команды ЧПУ вызываем опцию Токарная обработка  и выбираем вид обработки «Точение контура»
и выбираем вид обработки «Точение контура» 

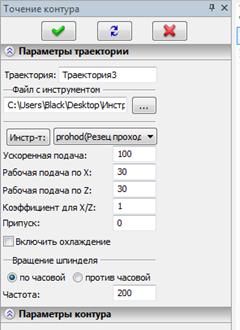
Параметры обработки
4) Загружаем файл с инструментом и устанавливаем параметры обработки см. рис. сверху. Выбираем только что построенный путь см.рис. сверху.
8) В менеджере обработок находим траекторию "Траектория3" щелкаем правой кнопкой мыши. В сплывающем меню выбираем Подвод/Отвод см. рис. снизу слева..
9) Вводим координаты точек подвода и отвода см.рис.снизу справа


Точки подвода отвода
Результат окончательно полученной траектории изображен см. рис. ниже

11) С помощью команды ЧПУ - Имитатор обработки просмотрим движение инструмента по построенной траектории см.рис.ниже.

12) После отладки программы сохраняем окончательно полученную программу с помощью команды ЧПУ - Сохранение G-программы 
13) Код управляющей программы траектории - подрезание торца, выглядит следующим образом:
N0Tprohod(Резец проходной L=60 S=10)
N5M03
N10S200
N15F100
N20G00X13.5004Z-6.70321
N25G00X6.0004Z-6.70321
N30G00X6.0004Z1.6
N35F30
N40G01X6.0004Z1.6
N45G01X6.02231Z7.29094
N50G01X7.93719Z9.28928
N55G02X8.5Z33.1694I380.61K2.97646
N60G01X8.49999Z111.6
N65G01X13.5004Z-6.70321
N70M11
N75M02
N80M30
Нарезание резьбы.
1) С помощью команды ЧПУ - Редактор инструментов создаем инструмент – резьбонарезной резец см.рис.ниже.

2) С помощью команды Операции-Путь строим Путь проходящий по внешней стороне детали см.рис.ниже

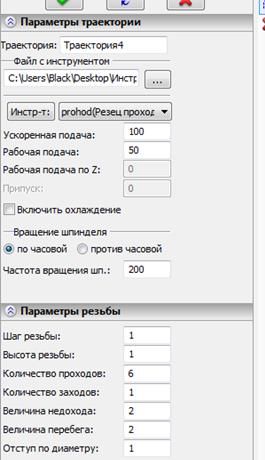
3) Создаем траекторию сверления. выбираем токарную обработку  опцию «Нарезание резьбы»
опцию «Нарезание резьбы»  и вид обработки– «Резцом». Задаем параметры нарезания см.рис.ниже
и вид обработки– «Резцом». Задаем параметры нарезания см.рис.ниже
4) С помощью команды ЧПУ - Имитатор обработки просмотрим движение инструмента по построенной траектории см.рис.ниже.

Код управляющей программы:
N0TРезьбовой
N5M03
N10S200
N15F50
N20F100
N25G00X-7Z6.8
N30F50
N35G00X-8.16667Z6.8
N40G33X-8.16667Z22.8K1
N45G00X-7Z22.8
N50F100
N55G00X-7Z6.8
N60F100
N65G00X-7Z6.8
N70F50
N75G00X-8.33333Z6.8
N80G33X-8.33333Z22.8K1
N85G00X-7Z22.8
N90F100
N95G00X-7Z6.8
N100F100
N105G00X-7Z6.8
N110F50
N115G00X-8.5Z6.8
N120G33X-8.5Z22.8K1
N125G00X-7Z22.8
N130F100
N135G00X-7Z6.8
N140F100
N145G00X-7Z6.8
N150F50
N155G00X-8.66667Z6.8
N160G33X-8.66667Z22.8K1
N165G00X-7Z22.8
N170F100
N175G00X-7Z6.8
N180F100
N185G00X-7Z6.8
N190F50
N195G00X-8.83333Z6.8
N200G33X-8.83333Z22.8K1
N205G00X-7Z22.8
N210F100
N215G00X-7Z6.8
N220F100
N225G00X-7Z6.8
N230F50
N235G00X-9Z6.8
N240G33X-9Z22.8K1
N245G00X-7Z22.8
N250F100
N255G00X-7Z6.8
N260M11
N265M02
N270M30
5) После отладки программы сохраняем окончательно полученную программу с помощью команды ЧПУ - Сохранение G-программы
6) Код управляющей программы траектории – нарезание резьбы изображен см.выше

Заключение
В результате выполнения данной курсовой работы была изучена и разработана с помощью САПР модель детали Шпилька 1-5Д49.69.84 и ее технологический процесс изготовления.
При выполнении курсовой работы были приобретены навыки в проектировании 3D-модели детали, выбора исходной заготовки и метода изготовления для данной детали, был разработан маршрутно-операционный технологический процесс и спроектирована управляющая программа обработки этой детали для станка с ЧПУ.
Список литературы
1. Бунаков П. Ю. Сквозное проектирование в T-FLEX - М.: ДМК Пресс, 2009. 400 стр., ил.
2. Основы T-FLEX CAD. Двумерное проектирование и черчение. Руководство пользователя / M.: АО «Топ системы»,2005
3. T-FLEX ЧПУ. Руководство пользователя / M.: АО «Топ системы», 2005
4. Справочник технолога-машиностроителя. В 2-х т./Под ред. А.Г.Косиловой и Р.К. Мещерякова - 4-е изд., перераб. и доп.- М.:Машиностроение,1985.