Остов представляет собой совокупность неподвижных деталей, соединненых между собой и образующих корпус двигателя, на котором располагаются все устройства и механизмы дизеля. Остов двигателя состоит из следующих деталей: фундаментальная рама - служит для размещения коленвала двигателя, для образования ванны для масла, для закрепления дизеля на судовом фундаменте. Фундаментальная рама является основанием всего двигателя.
Станина - служит для образования картерного пространства двигателя, в котором вращается коленчатый вал. Станина ставится на фундаментную раму и скрепляется с ней с помощью болтов. Сверху станины устанавливается блок цилиндров и скрепляется с помощью анкерных связей.

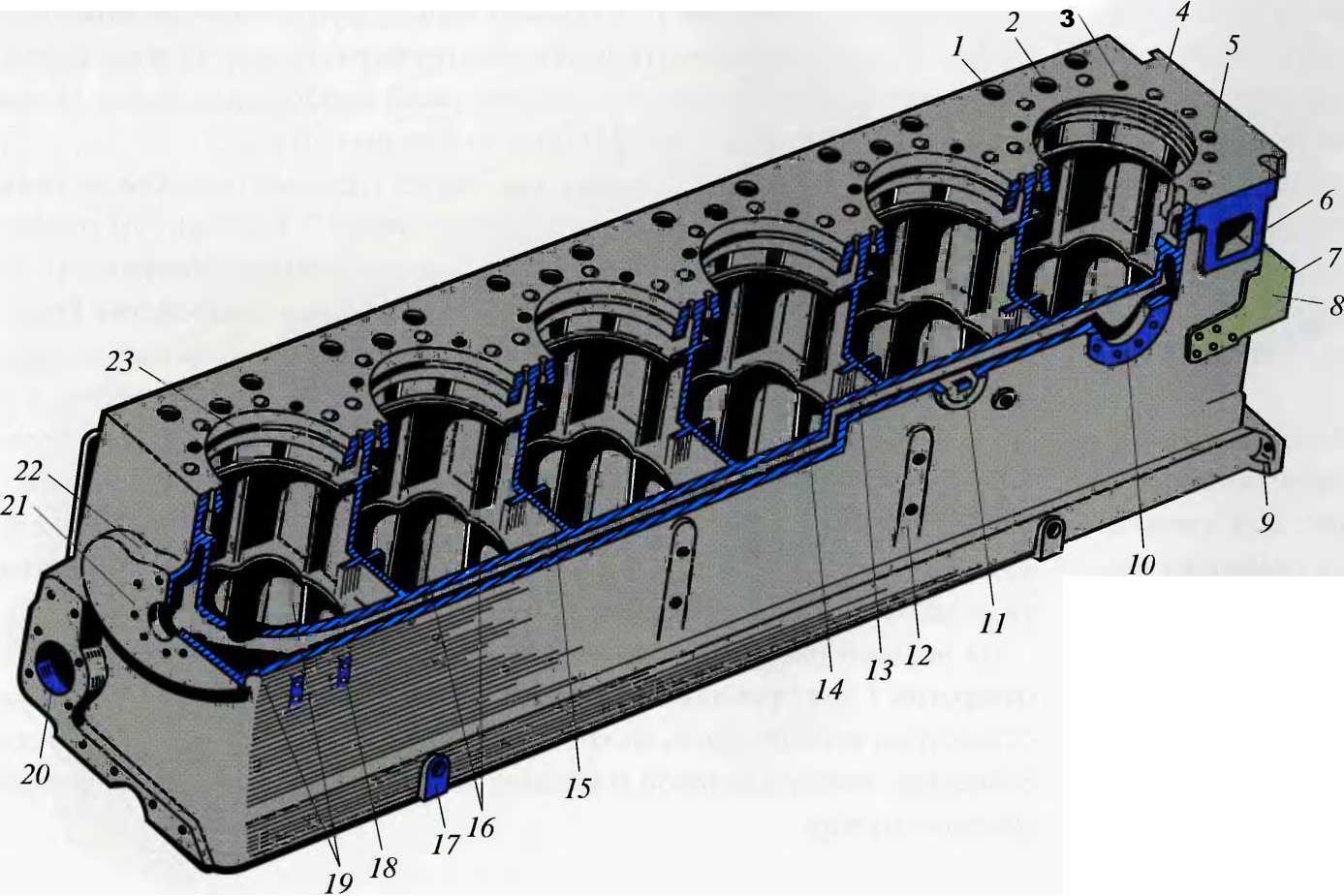
Блок-картер при работе двигателя воспринимает большие нагрузки от сил давления газов и сил инерции движущихся масс, поэтому он должен обладать повышенной жесткостью и малой массой. Жесткость блок-картера повышают путем постановки перегородок и оребрения внутренней поверхности и понижения плоскости крепления поддона картера относительно оси коленчатого вала. Блок-картер представляет собой отлитую из серого чугуна жесткую монолитную коробку, к которой крепят и в которой размещены различные механизмы, агрегаты и отдельные детали. Верхняя часть отливки является блоком цилиндров, а нижняя - картером. К верхней обработанной плоскости блок-картера на шпильках крепят головку цилиндров.

Цилиндровые втулки. Цилиндры являются одним из силовых элементов остова и служат для образования полостей (вместе с поршнями и крышками), в которых осуществляется рабочий цикл дизеля.
Цилиндр состоит из рубашки и вставной втулки. Полость а между рубашкой и втулкой, в которой циркулирует охлаждающая вода, называется зарубашечным пространством.
Материал втулок – чугун, легированный титаном, хромом, никелем, ванадием, или серый чугун (для втулок МОД и СОД) или легированная сталь (для втулок ВОД). Для повышения износостойкости чугунные втулки ВОД (иногда СОД) покрывают пористым хромом, а стальные азотируют. Для защиты от коррозии и эрозии охлаждаемую поверхность втулок покрывают краской или бакелитовым лаком, хромируют или кадмируют.
Рабочую поверхность втулок, как правило, хронингуют, иногда наносят сетку микроштрихов «зебру» или производят винтовую нарезку с шагом 12-15 мм и глубиной 0,03-0,06 мм, которые улучшают приработку рабочих поверхностей новой втулки и поршневых колец и позволяют визуально (через продувочные окна) контролировать износ в эксплуатации.
Конструкция втулки цилиндра.
К ней предъявляются следующие требования: • высокая прочность;
• хорошее охлаждение (особенно верхнего пояса) при возможно
меньших перепадах температур в стенке;
• наименьшая неравномерность радиальных и осевых деформаций;
• герметичность поверхностей, сопряженных с рубашкой и
крышкой цилиндра;
• обеспечивание свободного радиального и осевого расширения
втулки;
• материал втулки должен быть жаростойким и жаропрочным,
износостойким, иметь хорошие антифрикционные качества.
