Рис. 119. Зачистка тонколистовой заготовки напильником: а — расположение заготовки; б — движения напильником
При закреплении заготовки в тисках обработку проводят вдоль кромки (рис. 120) или поперек неё (рис. 121).
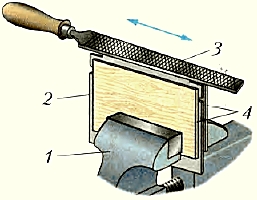
Рис. 120. Зачистка тонколистовой заготовки вдоль кромки: 1 — тиски; 2 — заготовка; 3 — напильник; 4 — дощечки
Чтобы при обработке поперёк кромки тонколистовая заготовка не изгибалась, вместе с ней в тисках закрепляют небольшую дощечку (рис. 121, а) так, чтобы она находилась чуть ниже зачищаемой поверхности.
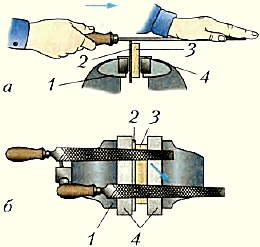
Рис. 121. Зачистка тонколистовой заготовки поперёк кромки: а — расположение подкладной дощечки; б — движение напильником: 1 — тиски; 2 — заготовка; 3 — дощечка; 4 — нагубники
Зачищают края заготовки движением напильника вперёд и вправо с небольшим нажимом на заготовку (рис. 121, б). При обратном ходе напильника нажим ослабляют. Левая рука не должна свисать с напильника, иначе её можно поранить. Чтобы обработка шла легче, напильник можно перемещать под углом 45...60° к кромке заготовки (см. рис. 119, б).
При зачистке краёв заготовки, имеющей круглые отверстия или криволинейные поверхности, применяют напильник с полукруглым профилем (рис. 122).
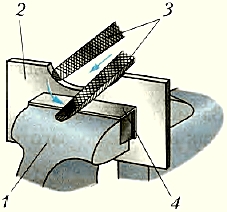
Рис. 122. Зачистка криволинейной выемки напильником: 1 — тиски; 2 — заготовка; 3 — напильник; 4 — нагубники
Во время обработки кромок надо стараться не выйти за линию разметки.
После обработки напильником шероховатости зачищают шлифовальной шкуркой (наждачной бумагой), сначала крупнозернистой, а затем мелкозернистой.
Металлическую деталь небольшого размера можно зачищать, перемещая её по шлифовальной шкурке, которую закрепляют на подкладной доске (рис. 123).
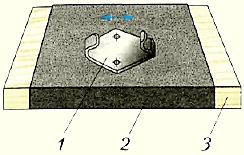
Рис. 123. Шлифование мелкой детали: 1 — деталь; 2 — шлифовальная шкурка; 3 — подкладная доска
Если изделие имеет большую поверхность (например, жестяная коробка для мелких деталей), то шлифовальную шкурку обёртывают вокруг деревянного бруска (рис. 124) или применяют шлифовальную колодку (см. рис. 64).
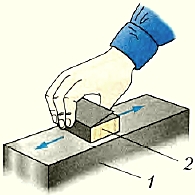
Рис. 124. Зачистка больших поверхностей шлифовальной шкуркой: 1 — обрабатываемое изделие; 2 — деревянный брусок со шлифовальной шкуркой
На металлообрабатывающих предприятиях зачистку металлических деталей выполняют с помощью специальных ручных шлифовальных машинок, где небольшие шлифовальные круги вращаются с помощью электродвигателя или сжатого воздуха. Шлифование производят на шлифовальных станках различных типов.
Зачистку листовой заготовки из пластмассы выполняют так же, как и зачистку заготовок из тонколистового металла.
Правила безопасной работы
1. Перед зачисткой деталь следует правильно и надёжно закрепить в тисках.
2. Работать напильником только с прочно насаженной ручкой.
3. Во время работы напильником не захватывать левой рукой его носок.
4. Опилки и шлифовальную пыль нельзя сдувать, а следует удалять только специальной щёткой.
Знакомимся с профессиями
Шлифовщик — специалист по шлифованию заготовок. На металлообрабатывающих предприятиях он обслуживает и настраивает шлифовальные станки (плоскошлифовальные, круглошлифовальные и др.) для обработки металлических заготовок. Это — очень ответственная работа, требующая высокой точности, так как при шлифовании с поверхности заготовки снимается очень тонкий слой металла — сотые доли миллиметра. Шлифовщик квалифицированно выбирает соответствующий инструмент для обработки того или иного металла.
Новые слова и понятия
Зачистка, шлифовщик.
Гибка заготовок из тонколистового металла и проволоки
Чтобы согнуть заготовки из тонколистового металла и проволоки, прибегают к такой слесарной операции, как гибка. В школьных мастерских учащиеся выполняют гибку в тисках, используя оправки — прямоугольные и круглые металлические бруски — и уголки (рис. 125).
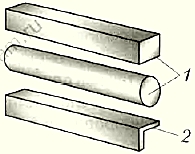
Рис. 125. Металлические элементы для гибки заготовок в тисках: 1 — оправки; 2 — уголок
Рассмотрим технологию гибки на примере изделия «корпус хозяйственного совка» (см. рис. 98).
Перед гибкой заготовку правят, размечают и вырезают. Начинают гибку с отгибания на 90° бортика стенки: сначала края бортика, а затем его средней части. Для этого заготовку укладывают на оправку, закреплённую в тисках, и, удерживая её одной рукой, другой наносят удары киянкой по заготовке, отгибая бортик по разметочной линии на 90° (рис. 126, а).
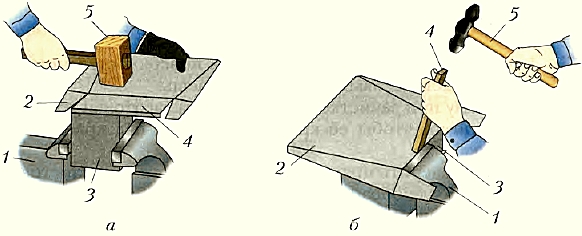
Рис. 126. Гибка тонколистовой заготовки: а — на оправке киянкой: 1 — тиски; 2 — заготовка; 3 — оправка; 4 — отгибаемый бортик; 5 — киянка; б — в тисках молотком: 1 — тиски; 2 — заготовка; 3 — отгибаемая задняя стенка; 4 — деревянный брусок; 5 — молоток
После этого отгибают в противоположном направлении заднюю стенку корпуса совка. Для этого заднюю стенку зажимают в тисках по линии разметки и отгибают весь корпус совка относительно стенки. Эту работу можно выполнять с помощью слесарного молотка и деревянного бруска (рис. 126, б). Деревянный брусок применяют для того, чтобы на заготовке не оставалось вмятин от ударов.
Затем заготовку кладут на металлическую оправку, закреплённую в тиски, под углом 90° сгибают киянкой две боковые стенки по размеченным линиям (рис. 127, а). После этого отгибают к задней стенке заплечики (рис. 127, б) и фиксируют их, пригибая к ним бортик. На рисунке 127, в показано положение бортика до и после гибки.
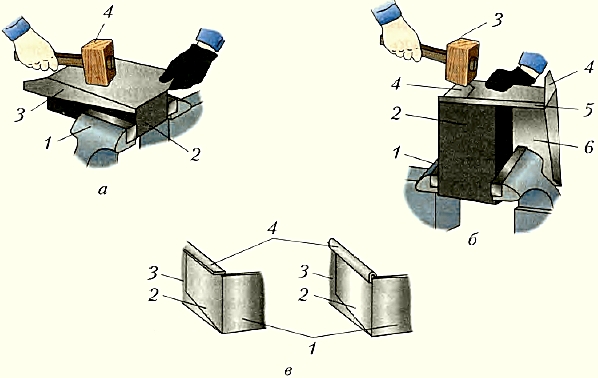
Рис. 127. Гибка на оправке без закрепления заготовки: а — отгибание боковых стенок совка: 1 — тиски; 2 — оправка; 3 — заготовка; 4 — киянка; б — гибка заплечиков: 1 — тиски; 2 — оправка; 3 — киянка; 4 — заплечики; 5 — бортик; 6 — заготовка; в — отгибание фиксирующего бортика: 1 — боковая стенка совка; 2 — заплечики; 3 — задняя стенка; 4 — бортик
Для гибки криволинейной детали, например кольца, используют цилиндрическую оправку (рис. 128).
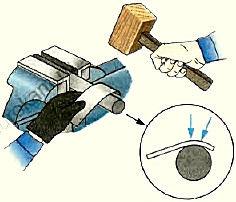
Рис. 128. Гибка криволинейной детали на цилиндрической оправке
Для того чтобы изделию из проволоки придать форму, также применяют операцию гибки. Проволоку диаметром до 3 мм гнут с помощью плоскогубцев (рис. 129, а) и круглогубцев (рис. 129, б).
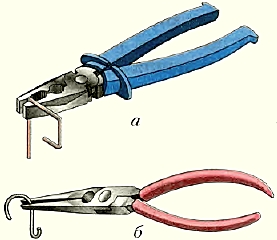
Рис. 129. Гибка проволоки плоскогубцами (а) и круглогубцами (б)
Плоскогубцы позволяют сгибать проволоку под определённым углом, а круглогубцы — детали, имеющие криволинейную форму.
Для гибки толстой проволоки применяют тиски (рис. 130). Чтобы согнуть проволоку под прямым углом, на губки тисков надевают стальные уголки. Заготовку закрепляют между уголками таким образом, чтобы линия разметки совпадала с ребром уголка. Удары молотком наносят по участку проволоки вблизи уголков.
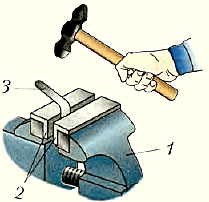
Рис. 130. Гибка толстой проволоки в тисках: 1 — губки тисков; 2 — уголки; 3 — заготовка
Согнуть проволочное кольцо (например, кольцо для штор) из толстой проволоки можно с помощью цилиндрической оправки в три приёма, как показано на рисунке 131.
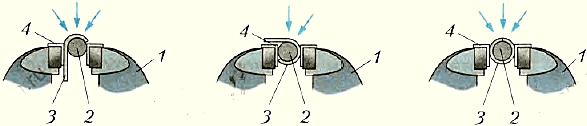
Рис. 131. Гибка проволочного кольца с помощью цилиндрической оправки: 1 — тиски; 2 — цилиндрическая оправка; 3 — заготовка; 4 — уголки
На промышленных предприятиях гибку листового металла выполняют на листогибочных и профилегибочных машинах, листогибочных прессах и др. Для гибки часто используют гибочные штампы различной конструкции, один из которых показан на рисунке 132. Штамп состоит из неподвижной части — матрицы и подвижной — пуансона.
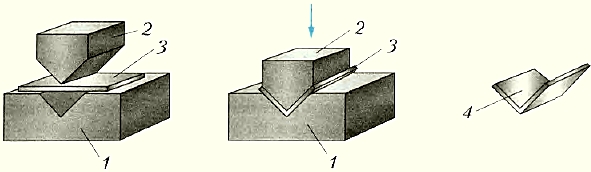
Рис. 132. Гибка заготовки в гибочном штампе: 1 — матрица; 2 — пуансон; у _ загоховка; 4 — готовая деталь
Форма рабочей части матрицы и пуансона такая же, как у готовой детали. Листовую заготовку укладывают на матрицу, пуансон под действием пресса движется вниз и сгибает (формует, штампует) заготовку, придавая ей нужную форму. Для деталей различной формы необходим свой штамп.