Из круглого провода изготовляют обмоткистаторов и роторов машин малой мощности, обмотки статоров и фазных роторов асинхронных электродвигателей до 80 — 100 кВт, обмотки якорей и возбуждения машин постоянного тока средней мощности.
Обмотки машин, выпускаемых в небольших количествах, укладывают при изготовлении ручным способом, а в серийном и массовом производстве — механизированным. Степень механизации определяется объемом изготовляемых машин: чем больше объем выпускаемых однотипных машин, тем выше степень механизации.
Изготовление обмоток статоров ручным способом начинают с намотки катушечных групп, используя намоточные станки НК-4А (рис. 1) и шаблоны.
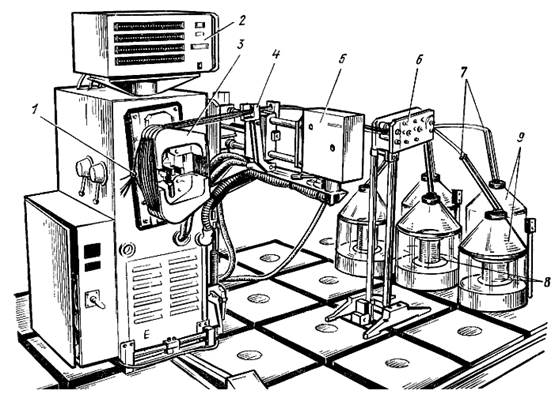
Рис. 1. Намоточный станок НК-4А для намотки
катушечных групп ручным способом
Провод сматывают с катушек 5, устанавливаемых на торец. Перед началом работы оператор производит заправку проводов через направляющие 7, натяжное устройство 6, раскладчик 4 и крепит их к шаблону 3 в зажиме 1. На блоке 2 автоматики устанавливают программу намотки: количество витков в каждой катушке и количество катушек в катушечной группе. Программа предусматривает возможность намотки катушек в катушечной группе с разным количеством витков. Включение станка осуществляется с пульта управления 5.
После его включения начинается намотка первой катушки. Намотав заданное количество витков первой катушки, шаблон останавливается, раскладчик 4 передвигается и устанавливается перед следующим ручьем шаблона. Шаблон начинает вращаться, и происходит намотка второй катушки. Таким образом вся катушечная группа наматывается в автоматическом цикле, после чего шаблон останавливается, провод отрезается, а конец провода, необходимый для последующей намотки, закрепляется на шаблоне. Перед снятием намотанные катушки скрепляют технологическими скрепками. Для возможности передачи их на следующие технологические операции.
|
|
Во избежание перепутывания или захлестывания проводов при размотке с катушек на последние надевают баллоногасители 9. Натяжное устройство 6 позволяет регулировать натяжение провода при намотке, что очень важно для получения качественной катушки. Слабое натяжение не позволяет намотать катушки необходимой формы, а сильное может привести к повреждению изоляции, имеющейся на проводе, и вытяжке провода выше допустимой. Шаблон гидрофицирован, что позволяет механически сближать его стороны для снятий катушек.
Выводные кольца намотанных катушек зачищают от изоляции, например, обжигая их в муфельных печах и охлаждая в воде или сдирая специальным ножом.
Намотанные катушки поступают на участок укладки, где их укладывают в пазы статора.
Последовательность выполнения операций всыпания проводников в пазы показана на рис. 2, а — е.
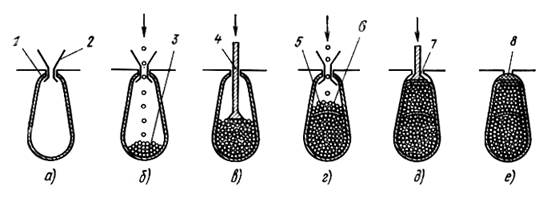
Рис.2. Последовательность выполнения операций
всыпания проводников в пазы (а — е)
Сначала во все пазы устанавливают корпусную изоляцию 1, а в паз, в который будут всыпать проводники, еще и технологические картонные прокладки 2 для предохранения изоляции провода от повреждения (рис. 2а). Для заполнения паза опускают проводники 3 (рис. 2б) между технологическими прокладками 2. При этом проводники расправляют и уплотняют в пазу подбойкой 4 (рис. 2в).
Если обмотка двухслойная, после укладки первого слоя устанавливают прокладку 5 на нижний слой и заполняют проводниками 6 верх паза (рис. 2г). Уплотняют подбойкой проводники в пазу, снимают технологические прокладки, заворачивают одну сторону верхней части пазовой изоляции, а затем другую сторону 7 (рис. 2д), устанавливают прокладку для предохранения корпусной изоляции от задирания клином и забивают клин 8 (рис. 2е), который должен входить в паз туго и сидеть плотно. Это необходимо, чтобы обмотка не могла сдвинуться в пазу при дальнейших технологических операциях и работе.
|
|
При укладке катушек между верхом и низом лобовых частей ставят изоляцию в виде простынок и при необходимости ее закрепляют бандажом, чтобы она не сдвинулась.
После укладки катушек осуществляют соединение и пайку схемы, припайку выводных кабелей и бандажирование (обвязку) лобовых частей. Соединение схемы выполняют собственным проводом катушек в соответствии с требованием чертежа. Обрезают провода на нужную длину и надевают на них изоляционные трубки. При соединении двух — четырех проводов их скручивают, скрутку обрезают и сваривают с торца. Места сварки изолируют трубками.
При большем количестве проводов скрутку проварить трудно, поэтому для соединения используют медные гильзы, в которые укладывают провода с двух сторон; гильзу обжимают и сваривают, заливая в нее припой. Выводные кабели присоединяют к схеме, гильзами и проваривают. Места сварки изолируют лентами.
Бандажирование лобовых частей производят шнуром, который с помощью проволочной иглы протягивают между катушками в местах их выхода из пазов. Шнур скрепляет проводники в лобовых частях, удерживает от сдвига и выпадания изоляционные прокладки, крепит выводные кабели. Для придания лобовым частям необходимой формы и обеспечения их размеров, заданных чертежом, производят формовку (правку) ударами молотка через фибровую.или текстолитовую прокладку.