(Размеры в скобках действительны для новых стандартов ISO)
| Резьба | Шаг резьбы Р, мм | |||
| Крупная резьба М | Мелкая резьба М | |||
| Мелкая | Мелкая 2 | Супермелкая | ||
| М1 М1.2 М1.4 М1.6 М1.8 | 0.25 0.25 0.3 0.35 0.35 | (0.2) (0.2) (0.2) (0.2) (0.2) | ||
| М2 М2.2 М2.5 М3 М3.5 | 0.4 0.45 0.45 0.5 0.6 | (0.25) (0.25) (0.35) (0.35) (0.35) | ||
| М4 М5 М6 М8 М10 | 0.7 0.8 1.25 1.5 | 0.5 0.5 0.75 1.25 | 0.5 0.75 | 0.5 0.75 |
| М12 М14 М16 М18 М20 | 1.75 2.5 2.5 | 1.5 1.5 1.5 | 1.25 1.25 1.5 1.5 | |
| М22 М24 М27 М30 М33 | 2.5 3.5 3.5 | 1.5 1.5 1.5 1.5 1.5 | (1) (1) | |
| М36 М39 М42 М45 М48 | 4.5 4.5 | (4)3 (4)3 (4)3 | 1.5 1.5 1.5 1.5 1.5 | |
| М52 М56 М60 М64 М68 | 5.5 5.5 | (4)3 | 3(2) 3(2) | 1.5 1.5 1.5 2(1.5) 2(1.5) |
Кроме упомянутых выше основных характеристик существуют дополнительные: сбег, недорез и недовод.
Участок конечных витков резьбы, имеющих неполный профиль, называется сбегом резьбы. Сбег резьбы — участок неполного профиля в зоне перехода резьбы в гладкую часть детали, возникает при отводе режущего инструмента от изделия.
Недовод резьбы — величина ненарезанной части поверхности детали между концом сбега и опорной поверхностью детали (при переходе с одного диаметра на другой).
Недорез резьбы — участок поверхности детали, включающий сбег резьбы и недовод.
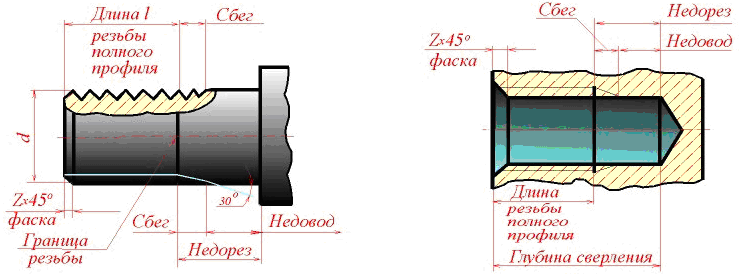
Величина недореза важна, например, при соединении двух тонких листов стали: при излишне большом недорезе соединение может быть неплотным.
Также встречаются также дюймовые резьбы нескольких видов (1 дюйм равен 25,4 мм).
Дюймовая резьба UTS, ISO 5864. Используется преимущественно в США. Профиль – равносторонний треугольник (угол при вершине 60о) со срезанными вершинами. При одном диаметре резьба может иметь крупный (UNC) или мелкий (UNF) шаг. Размеры резьбы указываются в долях дюйма и в числе витков, приходящихся на дюйм. Для маленьких диаметров резьбы перед числом витков через дефис ставится порядковый номер резьбы: от 0 до 12.
|
|
Дюймовая резьба Витворта BSW. Используется преимущественно в Великобритании. Профиль – равнобедренный треугольник (угол при вершине 55 градусов). При одном диаметре резьба может иметь крупный (BSW) или мелкий (BSF) шаг. Размеры указываются в долях дюйма и в числе витков резьбы на дюйм.
Шпоночные соединения состоят из вала, шпонки и ступицы охватывающей детали.
Шпонка представляет собой брус, вставляемый в пазы вала и ступицы, для передачи вращающего момента между валом и охватывающей деталью.
Шпоночные соединения подразделяют на:
- ненапряжённые (при сборке соединений в деталях не возникает предварительных напряжений):
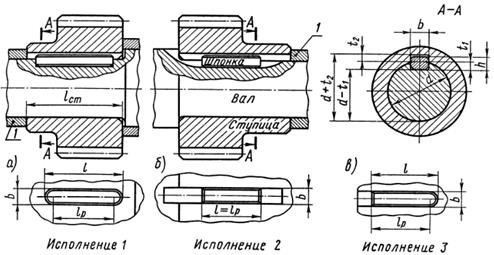
- с призматическими шпонками (рабочие грани – боковые, не удерживают детали от осевого смещения вдоль вала) по форме торцов различают:
- со скруглёнными торцами (рисунок 1, исполнение 1);
- с плоскими торцами (рисунок 1, исполнение 2);
- с одним плоским, а другим скруглённым торцом (рисунок 1, исполнение 3);
- с сегментными шпонками (рабочие грани – боковые, применяют при передаче небольших вращающих моментов, просты в изготовлении, удобны при монтаже и демонтаже – шпонки свободно вставляют в паз и вынимают) (рисунок 2);
- напряжённые (при сборке соединений в деталях возникают предварительные (монтажные) напряжения):
- с клиновыми шпонками (имеют форму односкосных самотормозящих клиньев с уклоном 1:100, не требуют стопорения ступицы от продольного перемещения вдоль вала, хорошо воспринимают ударные и знакопеременные нагрузки) (рисунок 3);
- с тангенциальными шпонками (состоят из двух форму односкосных клиньев с уклоном 1:100 каждый, работают узкими гранями, вводятся в пазы ударом, применяются для передачи больших вращающих моментов с переменным режимом работы, в соединении ставят две пары тангенциальных шпонок под углом 120°) (рисунок 4).
|
|
Рисунок 1 – Соединения призматическими шпонками
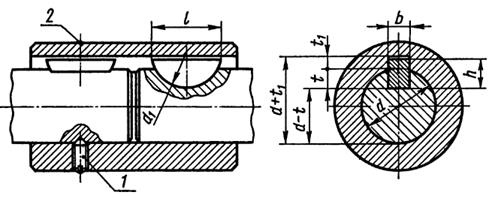
Рисунок 2 – Соединение сегментной шпонкой: 1 – винт установочный; 2 – кольцо замковое пружинное
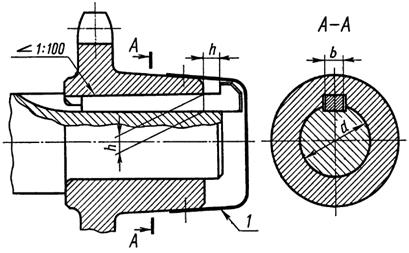
Рисунок 3 – Соединение клиновой шпонкой
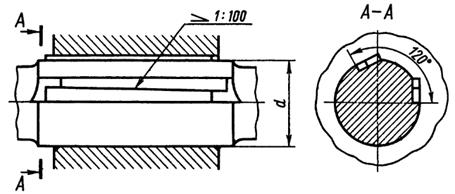
Рисунок 4 – Соединение тангенциальными шпонками
Достоинства шпоночных соединений:
- простота конструкции;
- сравнительная лёгкость монтажа и демонтажа.
Недостатки шпоночных соединений:
- шпоночный паз ослабляет вал и ступицу охватывающей детали не только уменьшением сечения, но, главное, значительной концентрацией напряжений изгиба и кручения;
- трудоёмкость изготовления.
Шлицевые соединения образуются выступами – зубьями на валу и соответствующими впадинами – шлицами в ступице охватывающей детали. Рабочими являются боковые стороны зубьев. Упрощенно шлицевые соединения можно рассматривать как многошпоночные.
Шлицевые соединения различают:
- по характеру соединения:
- неподвижные (для закрепления охватывающей детали на валу);
- подвижные (допускают перемещение детали вдоль вала);
- по способу центрирования ступицы относительно вала:
- по наружному диаметру (наиболее технологично);
- по внутреннему диаметру (при высокой твёрдости материала ступицы);
- по боковым поверхностям зубьев (более равномерно распределение нагрузки по зубьям);
- по форме зубьев:
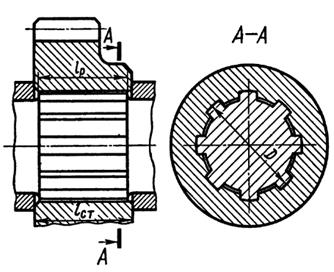
- прямобочные (имеют постоянную толщину зубьев) (рисунок 5);
- эвольвентные (имеют повышенную прочность, используются для передачи больших вращающих моментов) (рисунок 6);
- треугольные (применяют только в неподвижных соединениях для тонкостенных ступиц, пустотелых валов, при передаче небольших крутящих моментов) (рисунок 7).
|
|
Рисунок 5 – Прямобочное шлицевое соединение
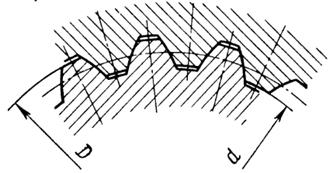
Рисунок 6 – Эвольвентное шлицевое соединение
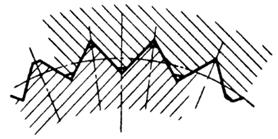
Рисунок 7 – Треугольное шлицевое соединение
Достоинства шлицевых соединений (по сравнению со шпоночными соединениями):
- обеспечивают лучшее базирование соединяемых деталей и более точное направление при осевом перемещении;
- уменьшается число деталей соединения (шлицевое соединение образуют две детали, шпоночное – три-четыре);
- при одинаковых габаритах допускают передачу больших вращающих моментов за счёт большей поверхности контакта;
- обеспечивается высокая надёжность при динамических и реверсивных нагрузках;
- вал зубьями ослабляется незначительно;
- уменьшается длина ступицы.
Недостатки шлицевых соединений (по сравнению со шпоночными соединениями):
- более сложная технология изготовления;
- более высокая стоимость.