Практические работы
Слесарные операции при подготовке металла к сварке
Практическое занятие №4: Определение типов разделки кромок и их конструктивных элементов
Цель занятия: Закрепление знаний, выработка умений и навыков правильно и качественно выполнять разделку кромок под сварку в соответствии с образцами и рекомендациями, способностью самостоятельно контролировать свои действия, прочное и осознанное усвоение изученного материала.
В результате изучения темы и выполнения упражнений учебных заданий обучающиеся
Порядок выполнения работы:
· Определить типы сварного соединения и сварных швов.
· Определить наличие и тип разделки кромок.
· Определить количество и схемы простановки прихваток.
· Определить диаметр электрода.
· Выбрать тип электродов.
Дано: Сварить трубы из стали 10ХНД встык.
Форма подготовки кромок металла под сварку зависит от толщины листов.
Кромки металла толщиной до 5мм. Перед сваркой не подготавливаются.
У металла толщиной от 5мм. до 16мм. делается V – образная подготовка кромок. У металла более 16мм. делается Х – образная подготовка кромок.α
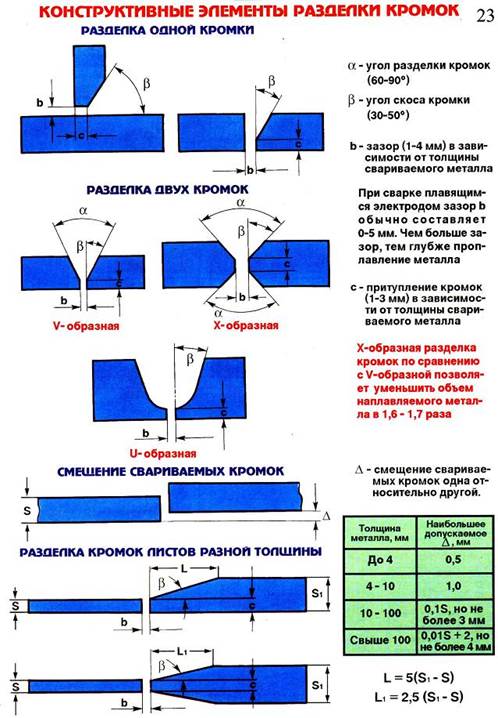
Конструктивные элементы разделки кромок.
α – угол разделки кромок (60 - 90°);
β – угол скоса кромки (50 - 60°);
b – зазор (1 -4 мм.) в зависимости от толщины свариваемого металла;
с – притупление кромки (1 -3мм.) в зависимости от толщины свариваемого металла;
L – 5(S1 – S)

Угол разделки кромок и зазор контролируются специальными инструментами: шаблонами, измерительными приборами и наборами щупов

Рис. Измерительные инструменты
10ХНД – низколегированная сталь, низкая коррозионная стойкость. Определить типы сварного соединения и сварных швов.
При стыковом соединении изделий большей толщины (3 < S ≤ 20 мм) с целью предотвращения непровара рекомендуется производить V-образную разделку кромок с притуплением, которое необходимо для того, чтобы при сварке кромки не проплавлялись и расплавленный металл не протекал внутрь конструкции. Величина притупления принимается равной 2...3мм для толщин изделий до 20мм. Угол обработки кромки 50-60. Соединение угловое, тавровое соединение использовать не рекомендуется, хоть толщина свариваемых деталей более 8 мм (10 мм), но проваривать внутри не удобно. Шов с плоской поверхностью или нормальный, т.к. не известно для чего он был использован.
Определить наличие и тип разделки кромок
Разделку кромок под сварку можно производить различными способами. Самым грубым и малопроизводительным из них является срубание кромок ручным или пневматическим зубилом. При этом способе края кромок получаются неровными. Наиболее ровные и чистые кромки получаются при изготовлении их на специальных кромкострогальных или фрезерных станках. Применение кислородной резки, ручной или механизированной, для скоса кромок является самым экономичным. Шлаки и окалина, остающиеся после кислородной резки, должны быть удалены с помощью зубила и стальной щетки или шлифовальных машин.
Следует уделять большое внимание чистоте кромок, так как загрязненная поверхность кромок металла приводит к плохому провару и образованию в сварном шве неметаллических включений. Поэтому перед сваркой кромки стыка, а также соседние с каждой кромкой участки на ширину 20...30 мм должны очищаться до металлического блеска от окалины, ржавчины, масла, краски и других загрязнений. Очистка от окалины, краски и масла может осуществляться пламенем сварочной горелки. При этом окалина отстает от металла, а масло и краска сгорают. После нагрева пламенем поверхность зачищается стальной щеткой.
При сборке деталей под сварку нужно следить за тем, чтобы кромки правильно располагались одна относительно другой, чтобы выдерживались установленные зазоры, не было перекосов и т. д.