Основные понятия и определения по допускам и посадкам
Системой допусков и посадок называется закономерно построенная совокупность стандартизованных допусков и предельных отклонений размеров деталей, а также посадок, образованных отверстиями и валами, имеющими стандартные предельные отклонения.
Системы допусков и посадок разрабатываются по отдельным типам соединений: для гладких цилиндрических и плоских соединений, для гладких конических, шпоночных, шлицевых, резьбовых и других соединений.
Стандартизация полей допусков и посадок и их применение при проектировании, изготовлении, эксплуатации и ремонте машин дает большой технико-экономический эффект. Она сводит к достаточному минимуму количество различных полей допусков для размеров деталей. Наряду со стандартизацией номинальных размеров это создает необходимую основу для сокращения типоразмеров деталей и обеспечения их взаимозаменяемости.
Общие сведения о стандартах ЕСДП
Основные нормы взаимозаменяемости - допуски и посадки для гладких соединений и деталей регламентируется «Единой системой допусков и посадок» (ЕСДП). Она была введена вместо действовавший ранее национальной системы допусков и посадок ОСТ.
ЕСДП разработана на основе системы ИСО, изложенной в рекомендации ИСО Р286 в 1962 году.
Основы построения ЕСДП изложены в ГОСТ 25347 - 82 «Поля допусков и рекомендуемые посадки»; ГОСТ 25346 - 82 «Общие положения, ряды допусков и основных отклонений». ГОСТ 25348 - 82 (для размеров 3150…10 000 мм).
В системах ИСО и ЕСДП предусмотрены посадки в системе отверстия и системе вала.
Посадки в системе отверстия - это посадки, в которых различные зазоры и натяги получаются соединением различных валов с основным отверстием.
Посадки в системе вала - это посадки, в которых различные зазоры и натяги получаются соединением различных отверстий с основным валом.
Точные отверстия обрабатывают дорогостоящим инструментом (зенкерами, развертками, протяжками). Каждый инструмент предназначен для обработки отверстия только одного размера с определенным полем допуска. Валы независимо от их размера обрабатывают одним резцом. В системе отверстия различных по предельным размерам отверстий меньше, чем в системе вала. Поэтому сокращается номенклатура режущего инструмента.
Система отверстия получила преимущественное распространение.
Основы построения ЕСДП
Для ЕСДП характерны следующие признаки:) интервалы номинальных размеров;) единица допуска;) квалитеты.
а) Для построения рядов допусков весь диапазон размеров разделен на несколько интервалов. Для номинальных размеров от 1 до 500 мм установлено 13 интервалов: св. 1 до 3; 3…6; 6…10; …; 400…500 мм.
b) Для построения рядов допусков установлена единица допуска i, которая выражает зависимость допуска от номинального размера и является мерой точности.
Для размеров до 500 мм:
i = 0,45 
Для размеров 500…10 000 мм:
i = 0,004 D 
где D  - среднее геометрическое для каждого интервала номинальных размеров
- среднее геометрическое для каждого интервала номинальных размеров
Допуск для любого квалитета:
T =  , (1)
, (1)
где а - число единиц допуска, зависящее от квалитета и не зависящее от номинального размера. (коэф. точности).
c) В каждом изделии детали различного назначения изготовляют с различной точностью. Для нормирования уровней точности установлены квалитеты.
Квалитет - это совокупность допусков, характеризуемых постоянной относительной точностью (определяемой коэффициентом а) для всех номинальных размеров данного интервала.
Всего в ЕСДП предусмотрено 19 квалитетов:
; 0; 1; 2; …; 16; 17. Квалитет определяет допуск на изготовление.
…4 - концевые меры, калибры;
…12 - соединяемые (сопрягаемые) размеры деталей;
…17 - несопрягаемые размеры деталей.
Для каждого квалитета по формуле (1) построены ряды допусков, в каждом из которых различные размеры имеют одинаковую относительную точность, определяемую коэффициентом а.
Таблица 1 - Зависимость единиц допуска от номера квалитета
| Квалитет | |||||||||||||
| а |
Допуски и отклонения, устанавливаемые стандартами относятся к деталям, размеры которых определены при нормальной температуре, которая во всех странах принята равной + 20  C (ГОСТ 9249 - 59). Градуировку и аттестацию всех линейных и угловых мер и измерительных средств, а также точные измерения необходимо выполнять при нормальной температуре, отступления от нее не должны превышать допустимых значений принятых по ГОСТ 8. 050 - 73. Температура детали и измерительного средства должна быть одинаковой, что достигается совместной их выдержкой в одинаковых условиях.
C (ГОСТ 9249 - 59). Градуировку и аттестацию всех линейных и угловых мер и измерительных средств, а также точные измерения необходимо выполнять при нормальной температуре, отступления от нее не должны превышать допустимых значений принятых по ГОСТ 8. 050 - 73. Температура детали и измерительного средства должна быть одинаковой, что достигается совместной их выдержкой в одинаковых условиях.
Основные отклонения.
Характеристикой расположения поля допуска в ЕСДП является знак и числовое значение основного отклонения.
Каждое расположение основного отклонения обозначается латинской буквой - малой для валов, большой - для отверстий. Всего в ЕСДП предусмотрено 27 вариантов основных отклонений.
Буквой h обозначается верхнее отклонение вала, равное нулю (основной вал), буквой H - нижнее отклонение отверстия, равное нулю (основное отверстие).
Отклонения А¼Н (а¼h) предназначены для образования полей допусков в посадках с зазором; J  (j
(j  ) - в переходных посадках; P¼ZC (p¼zc) в посадках с натягом.
) - в переходных посадках; P¼ZC (p¼zc) в посадках с натягом.
При одном и том же буквенном обозначении числовое значение основного отклонения изменяется в зависимости от номинального размера.
Образование и обозначение полей допусков и посадок
Поле допуска в ЕСДП образуется сочетанием основного отклонения (характеристика расположения) и квалитета (характеристика допуска). Условное обозначение поля допуска состоит из буквы основного отклонения и числа - номера квалитета:
Например: Поля допусков валов: h6; d10; js5.
Поля допусков отверстий: H6;D10;J  5.
5.
Посадка в ЕСДП образуется сочетанием поля допуска отверстия и поля допуска вала. Условное обозначение в виде дроби, в числителе которой указывается поля допуска отверстия, а в знаменателе - поле допуска вала.
Например:  ;
;  ;
;  .
.
Поля допусков и их отборы
В системе ИСО и ЕСДП принципиально допускаются любые сочетания основных отклонений и квалитетов. Таким образом, теоретически можно получить очень большое число допусков. Для размеров до 500 мм из 19 квалитетов 27 основных отклонений можно образовать 517 полей допусков.
Но не все поля допусков имеют технический смысл. Кроме того, применение всех полей допусков экономически неприемлемо, так как привело к чрезмерному усложнению инструментального хозяйства. Поэтому система ИСО и ЕСДП базируется на применении ограниченного отбора полей допусков.
Поля допусков, разрешенные для применения в ЕСДП в ГОСТ 25347 - 82, ГОСТ 25348 - 82 и представляют собой ограничительные отборы из всей совокупности полей допусков. Отборы в ЕСДП содержат поля допусков для сопрягаемых и несопрягаемых размеров.
В ГОСТ 25347 - 82 поля допусков для сопрягаемых размеров разделены на два ряда: основной и дополнительный.
Основной ряд содержит поля допусков, необходимые для обеспечения всех общих потребностей машиностроения.
Из основного ряда выделен еще более узкий отбор предпочтительных полей допусков, рекомендуемых для первоочередного применения. На их основе можно обеспечить до 90¼95% всего применения посадок и сократить номенклатуру режущего инструмента и калибров.
Дополнительные поля допусков применяются ограниченно и только в технически и экономически обоснованных случаях.
Для несопрягаемых размеров в ГОСТ 25347 - 82 и ГОСТ 25348 - 82 в каждом из квалитетов предусмотрены поля допусков с односторонним (в «тело» материала) расположением относительно номинального размера (H и h) или симметричные (Js и js).
Посадки
Посадки в ЕСДП носят рекомендуемый характер. Рекомендации по образованию посадок предусматривает рациональное сочетание допусков (квалитетов) отверстия и вала.
а) При размерах < 1u > 3150 мм рекомендуются отверстие и вал с одинаковыми допусками  ;
;
б) При размерах 1¼3150 мм в квалитетах до 9 для отверстия рекомендуется больший допуск, чем для вала (на один квалитет грубее)  ;
;
в) В 9¼12 квалитетах рекомендуются одинаковые допуски для отверстия и вала  .
.
Расчет размерной цепи
Расчёт размерной цепи методом максимума-минимума
Исходные данные:

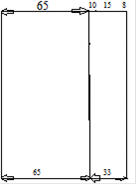
Эскиз детали Схема размерной цепи
Передаточные отношения составляющих звеньев:
 .
.
Требования к замыкающему звену:
Для размера 33 по 8 квалитету принимаем значение допуска равное 39 мкм.
Таблица 1. Сведения о размерной цепи, рассчитанной методом максимума-минимума
| Символ звена | Номин. размер | Характер действия | Квалитет | EIAj мкм | Получ. размер |

| увел. | +46 | 
| ||

| увел. | +27 | 
| ||

| увел. | +11 |
| ||

| увел. | +22 | 
| ||

| уменш. | +46 | 
|
Решение проверочной задачи способом сложения и вычитания номинального размера и предельных отклонений.
