Практическое занятие № 13
Затылование инструмента
Цель: Изучить процесс затылования инструментов. Научиться определять величину затылования задней поверхности.
Краткие теоретические сведения
Затылование – процесс образования на зубьях инструментов задней поверхности заданной формы, обеспечивающей при переточках по передней поверхности постоянство профиля зуба и величины заднего угла в радиальном сечении.
Затылование зубьев режущих инструментов – ответственная операция, так как этот процесс должен обеспечить не только необходимую геометрию задней поверхности, но и точность формы и расположения режущих кромок.
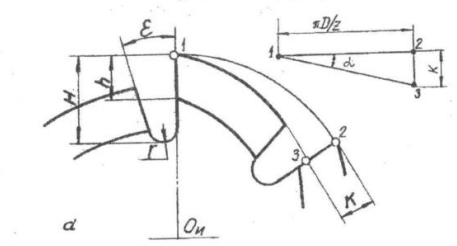
Рисунок 1 - Форма затылованных зубьев
Форма затылованных зубьев определяется следующими параметрами (см. рис. 1):
Н — высота зуба (глубина стружечной канавки); h — высота фасонного профиля; г — радиус впадины стружечной канавки; ε- угол впадины стружечной канавки; К — величина спада задней поверхности на первом основном участке.
Величина затылования задней поверхности при заданном заднем угле αв на вершине зуба фрезы определяется по формуле
 (1)
(1)
Задний угол выбирают исходя из свойств обрабатываемого и инструментального материала, стойкости и прочности режущих лезвий, технологических требований на обработку и других факторов. Следует учитывать, что выбор большего заднего угла приводит к заострению и, следовательно, к ослаблению зуба фрезы.
Численные значения спада задней поверхности при затыловании на станках с бесступенчатой установкой хода затылования определяют с точностью до 0,1 мм, а при затыловании на станках с кулачковым приводом округляют в большую сторону до ближайшего значения подъема рабочей поверхности кулачков в наборе. Наиболее распространен набор кулачков к затыловочному станку со следующими значениями падения спирали К в мм, отнесенными к 360°: 0,5; 1; 1,5; 2; 2,5; 3; 3,5; 4; 4,5; 5; 5,5; 6; 6,5; 7; 8; 9; 10; 12; 14; 15; 16; 18; 20.
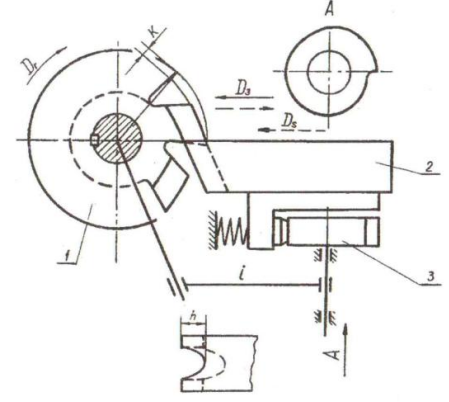
Рисунок 2 - Схема затылования фасонных дисковых фрез
Операцию затылования проводят на затыловочных или токарно-затыловочных станках, которые могут быть оснащены шлифовальными головками для обработки зубьев после термообработки. Принципиальная схема затылования фасонных дисковых фрез представлена на рис. 2.
Здесь 1 — обрабатываемая фреза, 2 — затыловочный резец, 3 —кулачок, i- гитара шестерен, обеспечивающая 2 двойных ходов затыловочного резца на один оборот фрезы; Dr — главное движение; Dx — движение подачи, задастся дискретно на один оборот фрезы; Dз — движение затылования, двойной ход на зуб. Затыловочный резец показан в конечном радиальном положении при обработке полного фасонного профиля.
При затыловании фасонных фрез движение затыловочного инструмента (резец или шлифовальный круг) по отношению к оси фрезы может происходить в следующих направлениях (рис. 3): а) радиальном; б) боковом; в) осевом. Затылование, выполняемое в этих направлениях, соответственно называют радиальным, боковым (косым) и осевым.
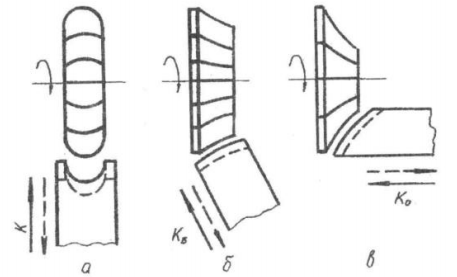
Рисунок 3 – Виды затылования
Задание:
1. Записать краткие теоретические сведения, отразив следующее:
- что такое затылование;
- зарисовать рисунок 1, и дать к нему пояснения;
- формула для определения величины затылования задней поверхности;
- зарисовать рисунок 2 и описание к нему
- виды затылования, рисунок 3
2. Определить величину затылования по своему варианту из таблицы 1.
Таблица 1 – Исходные данные
| Диаметр фрезы, D, мм | Число зубьев, Z | Задний угол αв на вершине зуба фрезы | |
| Вариант 1 | |||
| Вариант 2 | |||