Урок 1 Дата проведения:15.11.2021 г.
Группа ЭГС-20-1
Учебная практика.
Уважаемые студенты!
Внимательно изучите предложенный вам материал.
Обратная связь: Выполните домашнее задание и пришлите мне на электронный адрес либо в личное сообщение через социальные сети в VK. Так же можно задавать вопросы мне по телефону.
Тема: Вводное занятие. Инструктаж по ОТ и техника безопасности в учебных мастерских. Освоение приемов выполнения горизонтальных швов.
Цель урока: Ознакомиться с техникой безопасности в учебных мастерских. Более глубокое изучение техники выполнения горизонтальных швов.
Ход урока:
Техника безопасности при проведении сварочных работ - это правила и нормы, которые в обязательном порядке необходимо выполнять для осуществления такого эффективного способа соединения деталей и конструкций.
Правила безопасности при проведении сварочных работ надо соблюдать независимо от того, производятся ли они на профессиональном уровне или любителями. Меры безопасности при сварочных работах изложены в нормативной документации, а также осваиваются по мере овладения этим искусством, имеющим высокую степень опасности.

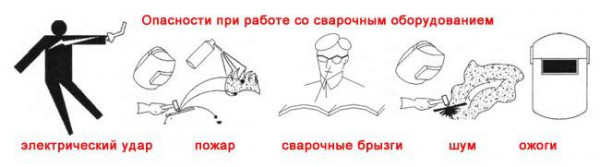
Возможные опасности
Сварщика в его деятельности подстерегают различные опасности. Это объясняется тем, что сварочный процесс может осуществляться только при сильном разогреве металла, при котором достигается температура его плавления.
К возможным опасностям, подстерегающим сварщика, относятся:
1. Удар электрическим током при отсутствии заземления.
2. Высокое напряжение.
3. Испарение газов, вредных для дыхания.
4. Запутывание в проводе большой длины.
5. Травма вследствие отлетевшего куска шлака.
|
|
6. Воздействие ультрафиолетовых лучей на сетчатку глаз.
7. Возникновение пожара.
8. Повышенный шум, негативно воздействующий на слуховой орган.
9. Сильный нагрев предметов, которые размещены вблизи места горения сварочной дуги. При соприкосновении с ними могут быть получены ожоги кожной поверхности.
10. Сварочные брызги металла, попадающие на незащищенную кожу.
11. Световое облучение.
12. Взрыв газового баллона.
13. Ультрафиолетовое излучение.
14. Плохая работа вентиляции.
15. Падение вниз при работе на высоте.
16. Травма из-за недостаточно хорошей фиксации свариваемых элементов большой массы.
17. Радиационное поражение при некоторых видах контроля соединения.
18. Поражение органов дыхания вредными веществами.
19. Загорание одежды при попадании на нее искр.
20. Воспламенение находящихся в непосредственной близости горючих материалов.
21. Взрыв неисправного оборудования.
22. Психологические перегрузки вследствие чрезмерного напряжения.
Соблюдаемая при сварке техника безопасности поможет снизить вероятность наступления этих событий.
Повышенный уровень опасности имеет сварка трубопроводов и иных крупных деталей, имеющих круглую форму. Для выполнения имеющихся требований по безопасности необходимо оборудовать специальные площадки, которые должны быть изолированными.
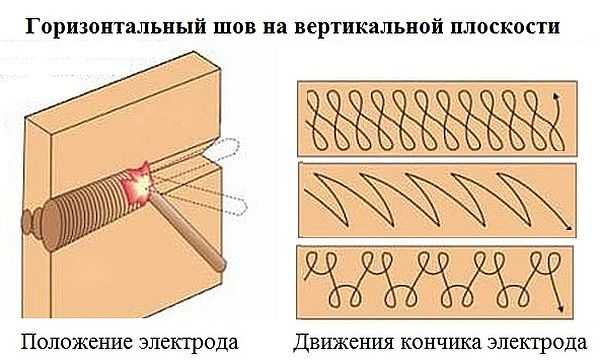
Приёмы выполнения горизонтальных швов
сварки изделий может осуществляться: в потолочном, вертикальном, горизонтальном и других пространственных положениях. Каждая из сварочных работ предполагает внимательность и высокий профессионализм человека, выполняющего этот процесс. Сварка горизонтальных швов характеризуется специфическими особенностями и рядом трудностей, возникающих во время работы. О том, что такое горизонтальный шов и какова технология его создания пойдет речь в данной статье.
|
|
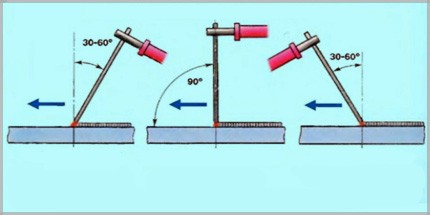 рис. 1
рис. 1
Нужно стараться держать горелку так, чтобы дуга горела с максимально большей глубиной проплавления изделия. Для того, чтобы добиться оптимальной ширины шва, обязательно контролируйте скорость сварки. Помимо этого сам сварочный процесс должен осуществляться посредством колебательных движений по направлению сварки, также нужно обращать внимание на шлак.
Сварка горизонтальных швов на вертикальной поверхности производится по направлению справа налево и наоборот. Сварочная ванна будет опускаться вниз, поэтому как уже отмечалось, надо наклонять электрод под большим углом, чтобы этого не произошло.
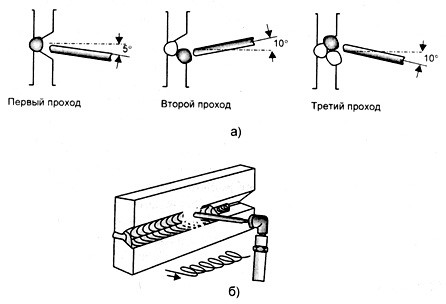
Сварка горизонтальных швов включает в себя следующие этапы:
- Изначально надо сформировать первый валик шва на короткой дуге. Электрод перемещается без колебательных движений в поперечной плоскости. Электрод должен наклоняться к поверхности под углом 80°. Именно такая технология позволит максимально проплавиться стыку.
Первый валик обычно создается на средней или высокой силе тока.
Осуществляя сварку углом вперед, вы сделаете глубину проплавки большей, углом назад – меньшей (рис. 1).
- Создавая второй шов, используют небольшую силу тока. Направление электрода – «углом вперед» без колебательных движений. Ширина образовавшегося валика будет значительно больше, поэтому рекомендуется применять электрод с большим диаметром.
- Местом расположения третьего валика выступает участок между верхней плоскостью второго и границами кромки раздела. В случае, если второй валик образовался с выступом, то третьим слоем надо заполнить пространство между предыдущим валиком и стенками раздела. Если же валик получился нужной формы, то третий слой создается таким образом: по очереди располагаются валики левой и правой кромок.
- Промежуток между примыкающими валиками третьего слоя нужно заполнить 4-ой наплавкой. Если это расстояние будет идентичным диаметру электрода, то четвертый валик формируется в один подход. В случае, когда предыдущие слои наплавки находятся друг от друга на большой дистанции, то образовавшийся между валиками стык надо заполнить, используя поперечные и продольные перемещения электрода.
- Формирование остальных слоев осуществляется по такому же принципу, как и третий валик.
Выполняя сварку горизонтальных швов, обращайте внимание на верхнюю кромку используемого металлического изделия, поскольку именно в этом месте обычно появляются различные изъяны.
|
|
Домашнее задание:
Нарисовать схему движение электрода при выполнении горизонтального шва.