Практические работы
Слесарные операции при подготовке металла к сварке
Практическое занятие №2: Определение размеров заготовок при гибке
Цель занятия:Научить осваивать навыки работы с измерительным инструментом и получить необходимые навыки по гибке металла
Гибка металла
Слесарю очень часто приходится выполнять операцию, связанную с пластическим деформированием металла– гибку. Ни одна слесарная работа, пожалуй, без нее не обходится. При сгибании металла его волокна испытывают одновременно и сжатие и растяжение. Поэтому в ходе гибки нужно соблюдать определенные правила, чтобы пластическая деформация изгиба не перешла в разрыв:
–не следует выбирать радиус загиба меньше, чем толщина заготовки, это может привести к тому, что на металле появятся трещины или он сомнется на внутренней стороне загиба;
–не стоит гнуть заготовки из стального прутка диаметром больше 10 мм. Полосовую сталь для такой операции лучше выбрать толщиной до 7 мм, а стальные листы – до 5 мм.
Известно, что листовой металл легче гнуть, если его предварительно подогреть. А что делать, если такой возможности нет? Можно обойтись и без подогрева. На внешней поверхности в зоне сгиба необходимо нанести поперечные риски – лист согнется значительно легче.
Гнуть слесарю чаще всего приходится либо полосовую сталь, либо трубы. Приемы работы с этими двумя видами металла существенно различаются.
Гибка полосовой стали
Полосовую сталь удобнее всего гнуть в слесарных тисках. Для этого нужно установить заготовку таким образом, чтобы сторона с нанесенной на нее риской места загиба была обращена к неподвижной губке тисков. Риска должна выступать над губкой примерно на 0,5 мм. Удары наносить следует тоже в направлении неподвижной губки тисков (рис.1)
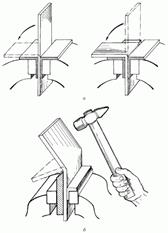 Рис.1 Порядок гибки
Рис.1 Порядок гибки

Рис.1 (продолжение). Приемы гибки полос: изготовление скобы;
изготовление хомутика.
Для того чтобы загнуть полосу под острым углом, необходимо воспользоваться оправкой, которая соответствует требуемому углу загиба. Ее нужно зажать в тисках вместе с заготовкой, расположив высокой стороной к ней, и загнуть ударами молотка.
Для изготовления из полосовой стали скобы применяется брусок-оправка, равный по толщине проему скобы. Его нужно зажать в тисках вместе с полосой стали и легкими ударами молотка загнуть одну сторону скобы. Затем вложить брусок внутрь скобы и, снова зажав в тисках, отогнуть другую сторону.
Для крепления труб и металлических стержней различного назначения часто используется хомут из полосовой стали. Он также изготавливается на тисках. Для этого нужно взять круглую оправку нужного диаметра, зажать ее в тисках и двумя плоскогубцами загнуть на ней полоску стали необходимой ширины и длины.
Затем оправку нужно освободить из губок тисков и, зажав в них отогнутые концы хомутика, придать ему окончательную форму. Лучше наносить удары молотком не по самому хомутику (чтобы не оставить на нем забоев, вмятин и царапин), а через медную пластинку небольшой толщины, которая хорошо перераспределяет усилие удара. Если нужен хомутик полуоткрытый, то его доводку удобно производить на плите.
Примеры гибочных соединений при сборке
Если домашняя мастерская оборудована настольным ручным прессом, имеющим усилие 5–10 кН, то его можно оснастить очень производительными штампами, с помощью которых легко придавать металлическим листам изгиб нужного профиля. На основание пресса устанавливают матрицу с заранее выбранным профилем, а верхнюю силовую часть пресса оборудуют пуансоном, соответствующим форме матрицы. При изготовлении штампов следует помнить, что ширина пуансона должна быть меньше ширины «ручья» матрицы на удвоенную толщину металлической заготовки.
В тех случаях, когда требуется изогнуть стальную полосу на ребро, используется роликовое приспособление.
При работе с ним следует учитывать, что верхняя прорезь бруска основания должна точно соответствовать размерам полосы. Кроме того, верхнюю часть полосы, которая будет испытывать деформацию растяжения, а также рабочий ролик нужно смазать маслом.
Гибка труб
При слесарных работах часто требуют замены всякого рода трубочные соединения, которые используются для подвода к различным механизмам масла, воздуха, топлива или воды. Кроме того, домашнему слесарю порой приходится производить ремонт и замену коммуникационных трубопроводов (или сооружение новых, например на дачном участке). При этом в трубопроводах не всегда удается избежать острых и тупых углов (прямой угол можно собрать с помощью всевозможных сгонов, муфт и т.д.), а это значит что придется заниматься гибкой труб.
Трудность этой операции заключается в том, что труба при изгибании может сломаться, смяться и заготовка придет в негодность. Чтобы этого не случилось, трубу (если она не оцинкованная) предварительно забивают наполнителем (мелкий сухой песок или расплавленная канифоль) и нагревают в месте изгиба. В некоторых случаях можно наполнить трубу водой и заморозить (естественно, без последующего нагревания). Вместо наполнителя иногда используются плотно навитые стальные пружины, которые загоняются внутрь трубы на место изгиба. Но следует все же учесть, что в нагретом состоянии трубы гнутся значительно легче.
 Более совершенное приспособление для гибки труб представляет собой вертикально установленную двойную плоскопараллельную пластину, которая имеет кривизну необходимого загиба (рис 2).
Более совершенное приспособление для гибки труб представляет собой вертикально установленную двойную плоскопараллельную пластину, которая имеет кривизну необходимого загиба (рис 2).
Рис. 2. Приспособления для гибки труб: а – плоскопараллельная пластина: 1 – плита; 2 – пластина; 3 – хомут; 4 – труба; б – станок Вольнова: 1 – металлический верстак; 2 – изгибаемая труба; 3 – хомут; 4 – съемный ролик-шаблон; 5 – подвижный ролик; 6 – рукоятка со скобой.
Трубу необходимо зажать в хомутике и гнуть вниз по все пазу пластины, ширина которого соответствует внутреннему диаметру трубы.

Рисунок Схема процесса гибки
В то же время средний слой заготовок - нейтральная линия - не испытывает ни сжатия, ни растяжения; её длина до и после изгиба остается постоянной.
Поэтому определение размеров заготовок профилей сводится к подсчету длины прямых участков (полок), длины укорачивания заготовки в пределах закругления или длины нейтральной линии в пределах закругления.
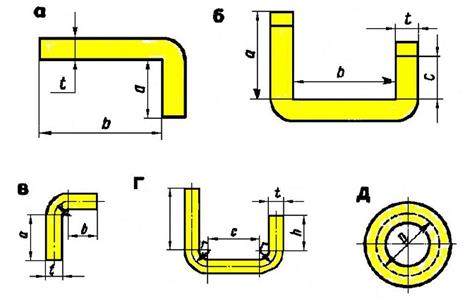
При гибке деталей под прямым углом без закруглений с внутренней стороны припуск на загиб берется от 0,5 до 0,8 толщины материала. Складывая длину внутренних сторон угольника или скобы, получаем длину развертки заготовки детали.
Таблица Определение размеров заготовки при гибке с закруглением (по радиусу)
| Тип гибки | Эскиз | Длина заготовки, в мм |
| Одноугловая | 
| L=l1+l2+ln= l1+l2+π(r+xS)/2 |
| Двухугловая | 
| L=l1+l2+l3+ π(r+xS)= =l1+l2+l3+2lH |
| Четырехугловая (за две операции) | 
| L=l1+2l2+l3+ l4+2lH1+2lH2= =l1+2l2+l3+l4+π(r1+x1S)+ +π(r2+x2S) |
| Полукруглая (U-образная) | 
| L=2l+2lH=2l+ π(r+xS) |
| Торцовая (закатка) | 
| L=1,5πρ+2R - S; ρ= R - yS |
| Примечания: 1. Длина нейтрального слоя угловых закруглений lн |
Пример 1. На рисунке показаны соответственно угольник и скоба с прямыми внутренними углами.
Примеры расчета длины заготовки
Размеры угольника: а = 30мм; L = 70мм; t = 6 мм.
Длина развертки заготовки l =а + L + 0,5t = 30 + 70+3 = 103 мм.
Размеры скобы: a = 70мм; b = 80мм; c = 60мм; t = 4 мм.
Длина развертки заготовки l =а + b + c + 0,5t = 70 + 80 + 60 + 2 = 212мм.
Пример 2. Подсчитать длину развёртки заготовки угольника с внутренним закруглением.
Разбиваем угольник по чертежу на участки. Подставив их числовые значения
(a = 50 мм; b = 30 мм: t = 6 мм; r = 4 мм) в формулу
L = а + b + (r + t/2)π/2,
получим L = 50+ 30+ (4 + 6/2)π/2 =50 + 30 + 7* 1,57 = 91 мм.
Пример 3. Подсчитать длину развертки заготовки скобы с закруглением.
Разбиваем скобу на участки, как показано на чертеже.
Подставив их числовые значения (а = 80мм; h = 65мм; с = 120мм; t = 5мм; r = 2,5мм) в формулу
L=а + h+с+ π(r+t/2),
получим L=80 + 65 + 120+3,14(2,5 +5/2) = 265 + 15,75 = 280,75 мм.
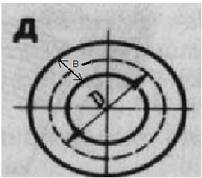
Пример 4. Подсчитать длину развертки заготовки из стальной полосы толщиной 4 мм и шириной 12 мм для замкнутого кольца с наружным диаметром 120 мм.
Сгибая в окружность эту полосу, получим цилиндрическое кольцо, причем внешняя часть металла несколько вытянется, а внутренняя сожмется.
Следовательно, длине заготовки будет соответствовать длина средней линии окружности, проходящая посередине между внешней и внутренней окружностями кольца.
Длина заготовки L = πD. Зная диаметр средней окружности кольца и подставляя его числовое значение в формулу, находим длину заготовки: L = 3,14 * 108 = = 339,12 мм.
В результате предварительных расчетов можно изготовить деталь установленных размеров.
Виды слесарных работ: гибка металла
1) Допишите определение Гибка это операция___________________
_____________________________________________________________________________________________________________________________________________________________________________.
2)Отметьте знаком + инструменты, которые следует использовать при выполнении работ, указанных в таблице:
| Материал, подвергаемый изгибанию | МОЛОТОК С КВАДРАТНЫМ И КРУГЛЫМ БОЙКАМИ | МОЛОТОК С МЯГКИМИ ВСТАВКАМИ | КИЯНКИ | ПЛОСКОГУБЦЫИ КРУГЛОГУБЦЫ |
| Листовой материал толщиной более 0,5 мм | ||||
| Круглый и профильный прокат с поперечного сечения до 6 мм | ||||
| Листовой материал толщиной до 0,5 мм | ||||
| Проволока |
3) рассчитайте длину полосы, необходимой для изготовления уголка без внутреннего закругления из материала сталь 45 А=50мм, В=60мм, t=4мм
Решение: L=А+В+0,5 t
 L=50+60+0,5*4
L=50+60+0,5*4
L=112мм
где 0,5 припуск на загиб (обычно он принимается равным 0,5-0,8 толщины материала).
4) рассчитайте длину полосы, необходимой для изготовления уголка с внутренним закруглением из материала сталь 45 А=50мм, В=30мм, t=6мм, r=4мм
Решение:разбиваем уголокпо чертежу на участки, его числовые значения

L=А+В+π/2(r+t/2)
L=50+30+3.14/2(4+6/2)
Ответ: L=91мм
5) Подсчитать длину развертки заготовки скобы без закругления
 А=70мм, В=80мм, С=60мм, t=4мм
А=70мм, В=80мм, С=60мм, t=4мм
Решение:
L=А+0,5* t+ В+ 0,5* t+ С
L=70+2+80+2+60
L=214мм
где 0,5 припуск на загиб (обычно он принимается равным 0,5-0,8 толщины материала
6)Решить задачу: рассчитать длину L заготовки втулки из листа с помощью тисков и цилиндрической оправки при Dн=20мм Dв=16мм, в=2мм
Расчет длины заготовки ведется по среднему диаметру, который равен
Dср =18мм
L=π* Dср
L=3,14*18
L=56,5мм
О твет: 56,5мм
При гибке необходимо добиться, чтобы заготовка после снятия нагрузки сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости.
Деформация заготовки в данном случае будет пластической, при этом внутренние слои заготовки сжимаются и укорачиваются, а наружные растягиваются и удлиняются.