Применяют электроды с покрытием марок МТ или ОМА–2. Сварку ведут на массивных теплоотводящих медных подкладках. Такой способ теплоотвода предохраняет металл от сквозного прожога и способствует хорошему формированию шва. Тонколистовую сталь можно сваривать с отбортовкой кромок. Сварку производят постоянным током неплавящимся электродом (угольным или графитовым) диаметром 6–20 мм при значении сварочного тока 120–160 А.
Металл большой толщины сваривают в несколько проходов. Разделка кромок может быть заполнена слоями или валиками. При толщине металла 15–20 мм сварку выполняют секциями способом двойного слоя: шов разбивают на участки длиной 250–300 мм и каждый участок заваривают двойным слоем. Наложение второго слоя производят после удаления шлака по неостывшему первому слою.
При толщине металла 20–25 мм и более применяют сварку каскадом или сварку горкой. Каскадный способ заключается в следующем: весь шов разбивают на участки и сварку ведут непрерывно. Окончив сварку слоя на первом участке, продолжают выполнение следующего слоя второго участка по неостывшему предыдущему слою. Разновидностью сварки каскадом является сварка горкой, которая обычно выполняется двумя сварщиками одновременно. Сварка горкой ведется от середины шва к краям. Такие способы сварки обеспечивают более равномерное распределение температуры и значительное снижение сварочных деформаций.
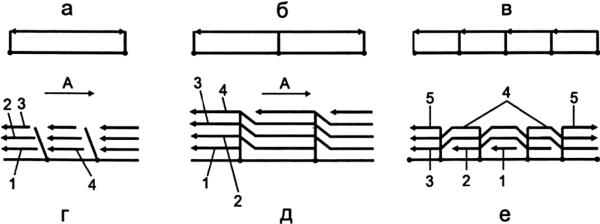
Рис. 69.
Схемы сварки:
а – на проход; б – от середины к краям; в – обратноступенчатым способом; г – блоками; д – каскадом; е – горкой; А – направление заполнения разделки; 1–5 – последовательность сварки в каждом слое
Способы выполнения сварных швов по длине зависят от их протяженности (рис. 69). Условно принято различать короткие швы, длиной до 250 мм, средние швы, длиной 250–1000 мм и длинные швы протяженностью более 1000 мм. Короткие швы выполняют сваркой на проход, швы средней длины сваривают либо от середины к краям, либо так называемым обратноступенчатым способом. Этот способ заключается в том, что весь шов разбивают на участки и сварку участка производят в направлении, обратном общему направлению сварки шва. Конец каждого участка совпадает с началом предыдущего участка. Длина участка выбирается в пределах 100–300 мм в зависимости от толщины металла и жесткости свариваемой конструкции. Длинные швы сваривают обратноступенчатым способом.
|
|
Сварка при низких температурах отличается следующими основными особенностями: стали изменяют свои механические свойства – понижается ударная вязкость и уменьшается угол загиба, ухудшаются пластические свойства и несколько повышается хрупкость, а отсюда склонность к образованию трещин. Это особенно заметно у сталей, содержащих более 0,3 % углерода, а также у легированных сталей, склонных к закалке.
Металл сварочной ванны охлаждается значительно быстрее, что приводит к повышенному содержанию газов и шлаковых включений и, как следствие, к снижению механических свойств металла шва.
В связи с этим установлены следующие ограничения сварочных работ при низкой температуре. Сварка металла толщиной более 40 мм при температуре 0 °C допускается только с подогревом. Подогрев необходим для сталей толщиной 30–40 мм при температуре ниже –10 °C, для сталей толщиной 16–30 мм – при температуре ниже –20 °C и для сталей толщиной менее 16 мм – при температуре ниже –30 °C. Для подогрева металла применяют горелки, индукционные печи и другие нагревательные устройства.
Сварку производят электродами типов Э42А, Э46А, Э50А, обеспечивающими высокую пластичность и вязкость металла шва. Значение тока на 15–20 % выше нормального.