Метод опирания, или сварка с глубоким проплавлением
Электрод с утолщенным покрытием используют для получения глубокого проплавления. Стержень электрода плавится быстрее покрытия, в итоге чего на конце электрода образуется чехольчик. Опираясь этим чехольчиком на кромки свариваемого изделия, перемещают электрод вдоль шва без колебательных движений.
Для получения узких швов рекомендуется усиливать нажим на электрод в направлении сварки, а для получения широких швов нажим необходимо ослаблять. Такой метод обеспечивает повышение производительности сварки до 70 % за счет уменьшения расхода наплавляемого металла на единицу длины шва. Короткая дуга и большая концентрация теплоты значительно увеличивают глубину проплавления основного металла.
В закрытой чехольчиком зоне дуги потери металла на угар и разбрызгивание минимальные. Сварочный ток может быть повышен на 40–60 % по сравнению с нормальным. Метод особенно эффективен при сварке угловых и тавровых соединений в нижнем положении или «в лодочку». Для сварки с глубоким проплавлением применяют электроды типов ОЗС–2, ОЗС–6, СМ–17 и др. Сварка таким методом не требует высокой квалификации.
Сварка пучком электродов
Два или несколько электродов с качественным покрытием связывают в двух-трех местах по длине тонкой проволокой, а оголенные от покрытия концы прихватывают сваркой. Через электрододержатель ток подводится одновременно ко всем электродам. Дуга возбуждается на том электроде, который ближе к свариваемому изделию. По мере проплавления дуга переходит от одного электрода к другому. При таком методе электрод нагревается значительно меньше, что позволяет работать при больших токах. Например, при трех электродах диаметром 3 мм допустимый сварочный ток достигает 300 А. Потери металла на угар и разбрызгивание не возрастают, при этом производительность сварки повышается в 1,5–2 раза. Коэффициент наплавки электродов увеличивается, так как стержни электродов все время подогреваются теплотой дуги. В применении этого метода есть одна особенность: пучком электродов невозможно обеспечить хороший провар корня разделки шва. Поэтому приходится предварительно одиночным электродом проваривать корень разделки, а затем уже производить сварку шва пучком электродов. Этот метод дает высокую производительность при наплавочных работах.
Сварка трехфазной дугой
Сварка осуществляется двумя электродами, изолированными друг от друга (рис. 70). К электрододержателю подводятся две фазы источника тока, а третья фаза подводится к свариваемому изделию. Возбуждаются и одновременно горят три сварочные дуги: по одной между каждым электродом и изделием и третья между электродами. Такая схема значительно повышает устойчивость горения дуги, улучшает степень использования теплоты дуги и позволяет снизить напряжение холостого хода.
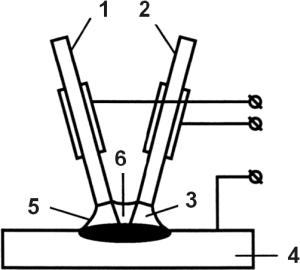
Рис. 70.
Сварка трехфазной дугой:
1, 2 – плавящиеся электроды; 3, 5, 6 – сварочные дуги; 4 – основной металл.
При сварке трехфазной дугой применяются также следующие схемы:
• сварка двумя одинарными электрододержателями;
• сварка одним одинарным электрододержателем и вторым электродом, уложенным в разделку шва, но изолированно от свариваемого изделия;
• сварка пучком электродов, из которых только два токоведущие, а остальные холостые (т. е. не включены в сварочную цепь и расплавляются от теплоты дуги).
Сварка трехфазной дугой применима при любых соединениях в нижнем и наклонном положениях. Такой метод особенно рекомендуют для сварки в нижнем положении и «в лодочку» угловых и тавровых соединений.
Сварка ванным способом
Ванный способ применяют при сварке стыков арматуры железобетонных конструкций. Сущность способа заключается в следующем: к стержням арматуры в месте стыка приваривают стальную форму, в которой теплотой дуги создают ванну расплавленного металла, непрерывно подогреваемую дугой. От теплоты металла ванны плавятся торцы свариваемых стержней, образуется общая ванна металла шва и затем при остывании – сварное соединение.
При сварке вертикальных швов в качестве формующей детали применяют штампованную форму из листовой стали, которую приваривают к нижнему стержню, после чего прихватывают конец верхнего стержня к нижнему стержню и переходят к заполнению формы наплавляемым металлом. Для выпуска шлака прожигают электродом отверстия в стенке формы, которые затем заваривают.
Процесс сварки ведут при больших токах. Например, для электродов диаметром 5–б мм значение сварочного тока достигает 400–450 А.
Сварку при низких температурах выполняют током выше установленного на 10–12 %. Зазор между торцами свариваемых стержней должен быть не меньше удвоенного диаметра электрода. Сварку можно выполнять одним или несколькими электродами одновременно. Рекомендуется применять электроды марки УОНИИ–13/55 (типа Э50А). Ванный способ значительно уменьшает расход электродов и электроэнергии, снижает трудоемкость.