По способу защиты различают местную и общую защиту свариваемого узла (сварку в контролируемой атмосфере). Основным способом местной защиты является струйная, при которой защитная среда создается газовым потоком при центральной, боковой или комбинированной подаче газа. При центральной подаче газа дуга, горящая между электродом и основным металлом, со всех сторон окружена газом, подаваемым под небольшим избыточным давлением из сопла горелки, расположенного концентрично оси электрода. Это самый распространенный способ защиты.
С целью экономии инертных газов, а также получения оптимальных технологических и металлургических свойств защитной среды применяют горелки, конструкция которых обеспечивает комбинированную защиту двумя концентрическими потоками газов (рис. 91). Например, внутренний поток образуется аргоном, а внешний – углекислым газом. При сварке высокоактивных металлов надо защищать не только расплавленный металл, но и зону металла, нагреваемую при сварке до температуры более 300 °C, с лицевой и обратной стороны шва. Для расширения струйной защиты с лицевой стороны шва применяют дополнительные колпаки-приставки, надеваемые на сопло горелки. Защита обратной стороны шва обеспечивается поддувом защитного газа. Боковую подачу газа применяют ограниченно. Наиболее эффективная защита металла шва и зоны термического влияния обеспечивается при сварке в камерах с контролируемой атмосферой. Камеры предварительно продувают или вакуумируют, потом заполняют защитным (инертным) газом под небольшим давлением.
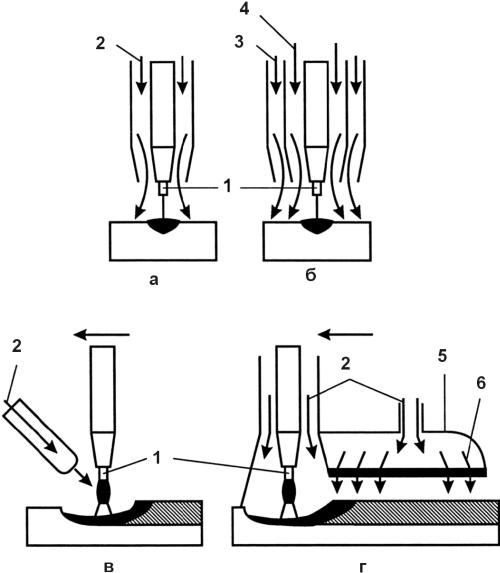
Рис. 91. Подача защитных газов в зону сварки:
а – центральная одним концентрическим потоком; б – центральная двумя концентрическими потоками; в – боковая; г – в подвижную камеру (насадку); 1 – электрод; 2 – защитный газ; 3, 4 – наружный и внутренний потоки защитных газов; 5 – насадка; 6 – распределительная сетка
Сварку в защитных газах можно осуществлять вручную, полуавтоматически и автоматически. Ручная сварка применяется при соединении кромок изделий толщиной до 25–30 мм при выполнении коротких и криволинейных швов. Полуавтоматическая и автоматическая сварки применяются при массовом и крупносерийном производствах. Сварка в защитных газах производится как неплавящимся, так и плавящимся электродом.
Неплавящиеся электроды служат только для возбуждения и поддержания горения дуги. Для заполнения разделки кромок в зону дуги вводят присадочный металл в виде прутков или проволоки. Применяются вольфрамовые, угольные и графитовые неплавящиеся электроды.
Вольфрамовые электроды изготовляют из проволоки марки ВТ–15 диаметром 0,8–6 мм, содержащей 1,5–2,0 % диоксида тория. Торий способствует более легкому возбуждению и устойчивому горению дуги. Однако торий является радиоактивным веществом и его применение сопряжено с соблюдением специальных санитарных правил. Для сварки алюминия и его сплавов успешно применяют электроды из проволоки марки ВЛ–10 (вольфрам с присадкой лантана). Лантан снижает расход вольфрама и повышает устойчивость горения дуги. Расход вольфрама при сварке незначителен и составляет при сварочном токе 300–400 А около 0,05–0,06 г на метр сварного шва.
Угольные и графитовые электроды применяют редко, так как они не обеспечивают достаточно устойчивого горения дуги и сварной шов получается пористым с темным налетом.
Плавящиеся электроды применяют в виде соответствующих сварочной или порошковой проволоки.
Защитные газы
Аргон – одноатомный инертный газ без цвета и запаха, тяжелее воздуха. Получают аргон из воздуха. Поставляется аргон двух сортов: высшего и первого. Высший сорт содержит 99,992 % аргона, не более 0,006 % азота и не более 0,0007 % кислорода. Первый сорт содержит аргона 99,987 %, азота до 0,01 % и кислорода не более 0,002 %.
Аргон поставляется в газообразном виде в баллонах типа А под давлением 15 МПа. Баллоны окрашены в серый цвет с зеленой полосой и зеленой надписью «Аргон чистый».
Аргон применяют при сварке ответственных сварных швов и при сварке высоколегированных сталей, титана, алюминия, магния и их сплавов.
Гелий – одноатомный инертный газ без цвета и запаха. Газообразный гелий также производится двух сортов: гелий высокой чистоты (99,985 % гелия) и гелий технический (99,8 %). Транспортируется и поставляется в баллонах типа А при максимальном давлении 15 МПа. Баллоны окрашены в коричневый цвет с белой надписью «Гелий». Гелий используют так же, как аргон, но значительно реже ввиду высокой стоимости.
Углекислый газ (CO2) не имеет цвета и запаха. Получают его из газообразных продуктов сгорания антрацита или кокса, при обжиге известняка и т. д. Поставляется в сжиженном состоянии в баллонах типа А вместимостью 40 л, в баллон при максимальном давлении 7,5 МПа вмещается 25 кг углекислоты (при испарении образуется около 12 750 л газа). Для сварки используют сварочную углекислоту. Чистота углекислоты первого сорта должна быть не менее 99,5 %, а высшего сорта – 99,8 %. Баллоны с углекислотой окрашивают в черный цвет с желтой надписью «СО2 сварочный». Применяется при сварке низкоуглеродистых и некоторых конструкционных и специальных сталей.
Для снижения влажности углекислого газа рекомендуется установить баллон вентилем вниз и после отстаивания в течение 15 мин. осторожно открыть вентиль и выпустить из баллона влагу. Перед сваркой необходимо из нормально установленного баллона выпустить небольшое количество газа, чтобы удалить попавший в баллон воздух.
Часть влаги задерживается в углекислоте в виде водяных паров, ухудшая при сварке качество шва. Кроме того, при выходе из баллона от резкого расширения происходит снижение температуры углекислоты и влага, конденсируясь в редукторе, забивает каналы и даже полностью закрывает выход газа.
Для предупреждения замерзания влаги между баллоном и редуктором устанавливают электрический подогреватель. Окончательное удаление влаги после редуктора производится специальным осушителем, наполненным прокаленным медным купоросом, хромистым кальцием или другим осушающим веществом.