Ведущая шестерня тягового редуктора
Ведущая шестерня, изображенная на рисунке 1.1 насажена на конический конец вала тягового электродвигателя, конусность которого равна 1:10, тепловым способом. Температура нагрева шестерни при насадке не выше 200° С. Натяг между шестерней и валом в осевом направлении 1,25 мм. Для более равномерного соприкосновения с зубьями ведомой шестерни в процессе работы зубья ведущей шестерни скошены по длине с обеих сторон с сохранением эвольвентного профиля. Перед термообработкой кромки зубьев и впадин скругляют радиусами, соответственно равными 1 и 3 мм.
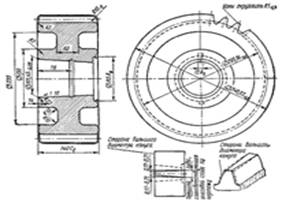
Рисунок 1.1 - Ведущая шестерня
Зубья шестерни цементируют и закаливают. Глубина цементационного слоя после шлифовки 1,3—1,7 мм, твердость поверхности зуба НРчС 56, твердость ядра зуба и обода НРХ ЗО-т-40, допускается цементация всей шестерни, за исключением конусного отверстия. Точность изготовления шестерни соответствует степени 7—6—6 по ГОСТ 1643—56.
В обработанной шестерне контролируют контур ее зубьев магнитным дефектоскопом на отсутствие трещин после закалки и шлифовки.
Ведомая шестерня тягового редуктора
Ведомая шестерня изготовлена свободной ковкой или штамповкой. Она выполнена в виде венца, надеваемого тепловым способом на привод полого вала и закрепляемого на нем болтами М20 с прессовой посадкой их в отверстия. Форма внутреннего контура ведомой шестерни предусматривает возможность прохода ее через привод полого вала.
Температура нагрева шестерни при посадке не выше 200° С, натяг 0,05—0,15 мм осуществляют путем подбора. Точность изготовления шестерни соответствует степени 7—6—6 по ГОСТ 1643—56.
Рабочие поверхности и впадины зубьев ведомой шестерни подвергают контурной закалке токами высокой частоты с глубиной закаленного слоя зубьев и впадин 2—5 мм и отпуску для получения твердости НРчС46-г-52. Перед термообработкой кромки зубьев и впадин скругляют радиусами, соответственно равными 1 и 3 мм. Контур зубьев обработанной шестерни контролируют магнитным дефектоскопом.
Ведомые шестерни изготовляют по специальным техническим условиям, в которых предусмотрены требования к материалу, термообработке и проверке стабильности технологии.
2. Кожух тягового редуктора
Для изготовления конструкции используют ГОСТ 9479 – 70 Колеса зубчатых тяговых передач ТПС магистральных железных дорог. Заготовки. Кожух тягового редуктора предохраняет редуктор от пыли и посторонних предметов, а также создает масляную ванну для смазки шестерен. Четыре штампованных из стали 20 элемента сварены попарно и образуют верхнюю и нижнюю половины кожуха как показано на рисунке 2. Толщина штампованных элементов кожуха равна 4 мм. Верхняя и нижняя половины кожуха по концам стянуты четырьмя болтами М16, проходящими через стальные литые, приваренные к кожуху, фланцы.
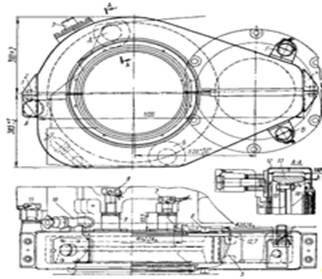
1, 4 — фланцы, соединяющие верхнюю и нижнюю половины кожуха; 2 — болты, соединяющие половины кожуха, 3 — воздушная труба; 5 — ведущая шестерня тягового редуктора; 6 — технологическая планка; 7, 8, 11 — болты, крепящие кожух; 9 — регулировочные прокладки; 10 — камера уровнемера и наполнения смазки; 12 — кожух редуктора; 13 — ведомая шестерня; 14 — маслоуловители; 15 — болты, крепящие ведомую шестерню к приводу полого вала; 16 — фланцы уплотнений
Рисунок 2 - Кожух тягового редуктора
Крепление кожуха к тяговому электродвигателю предусмотрено в пяти точках А, Б, В, Г, Д болтами М42, из них три точки для крепления нижней половины кожуха и две для крепления верхней половины кожуха.
Кожух опирается на фланцы электродвигателя по диаметрам 422 и 262 мм, что придает ему устойчивое положение. Для предотвращения потери смазки при вращении шестерен предусмотрено надежное уплотнение стыка разъема кожуха прокладками из губчатой резины, заложенными в ограниченное планками пространство по контуру разъема кожуха. Стыки кожуха, соприкасающиеся с вращающимися частями колесной пары, уплотнены войлоком марки ТС5 (ГОСТ 282—61), уплотнение приклеено к кожуху клеем № 88. После постановки в кожух войлочное уплотнение пропитывают минеральным маслом.
Внутри кожуха имеются специальные маслоуловители и сточные каналы, способствующие возвращению осевшей на стенках кожуха смазки в нижнюю его часть, а также смазки, попавшей в лабиринтную камеру.
При вращении шестерен редуктора внутри кожуха образуется разрежение, способствующее перетеканию смазки из смазочных камер электродвигателя в кожух. Для устранения этого явления в уплотняющих фланцах сделаны отверстия, по которым попавшая в межлабиринтную камеру смазка возвращается обратно в смазочные камеры электродвигателя.
В верхней части кожуха предусмотрена воздушная труба, сообщающая замкнутый его объем с атмосферой, чтобы уменьшить разрежение внутри кожуха. К нижней части кожуха приварена камера, в которой помещен уровнемер. Через нее можно пополнять смазку и сливать ее из кожуха.