Оценка технологичности детали
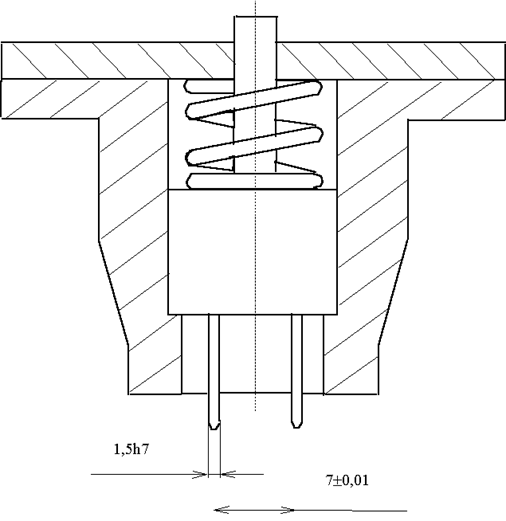
Деталь - пластина контактная (см. чертеж) - изготавливается на закрытых штампах для сталей и сплавов с пониженной пластичностью. Для достижения требуемой точности детали и улучшения качества поверхности применяется плоскостная калибровка повышенной точности, которая позволяет обеспечить точность 8 - 12-го квалитета и параметр шероховатости Ra = 2,5 ¸ 0,32 мкм.
Плоскостную калибровку выполняют в холодном состоянии на кривошипно-колесных прессах для получения точных вертикальных размеров на одном или нескольких участках поковки.
Выбор и обоснование способа ориентации
Деталь - пластина контактная требует двойной ориентации, с этой целью выбрана схема ориентации, позволяющая дважды ориентировать деталь. Сначала ориентация происходит вдоль длины благодаря смещению центра тяжести, затем деталь ориентируется при использовании выступа (см. рис. 1).

Расчет параметров виброзагрузочного устройства
Для загрузки детали контакт вибробункер диаметром 55 мм. Для загрузки детали контактная пластина используем вибробункер диаметром 40 ´ 10 = 400 мм. Размеры полки вибробункера:
t = 6 мм.
B = 8 +2 = 10 мм.
Н = 0,3 ´ 400 = 120 мм.
Обоснование баз и расчет на собираемость
Исходя из требований сборки необходимо в отверстие детали вставить контакт, для этого определить базу относительно которой будет произведен расчет на собираемость. В связи с тем что с конструктивно нет необходимости в увеличении точности геометрических размеров детали, в качестве базы принимается отверстия в которые нужно вставить контакты. Выбор в качестве базы отверстий накладывает ограничения на точность и взаимное расположение отверстий, но исходя из оценки технологичности такое ограничение не влечет за собой изменение способа изготовления детали.
Для обеспечения сборки проведем расчет допуска на собираемость. Воспользуемся выражением расчета допуска при сопряжении по двум цилиндрическим поверхностям
 ,
,
где D min - минимальный диаметр отверстия;
d max - максимальный диаметр вала;
d l - допуск на межосевое расстояние.
С учетом выбранной посадки -  , D min = 1,5 мм; d max = 1,16 мм и допуска на межосевое расстояние d l = 0,029 мм.
, D min = 1,5 мм; d max = 1,16 мм и допуска на межосевое расстояние d l = 0,029 мм.
Значения допусков размерной цепи:
 точность робота;
точность робота;
 соосность детали контакт;
соосность детали контакт;
 допуск на диаметр контакта;
допуск на диаметр контакта;
 допуск на посадочное отверстие в приспособлении;
допуск на посадочное отверстие в приспособлении;
 неточность расположения в захвате.
неточность расположения в захвате.
Исходя из выше приведенных данных определяем допуск на калибр:

Принимаем допуск на калибр по 5 кв. для наружного и внутреннего размеров ¾ 0,004
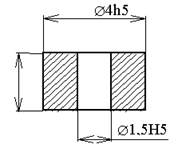
4.1. Эскиз калибра для настройки сборочного автомата
4.2. Эскиз захватного устройства
Технологическая схема сборки сборочной единицы
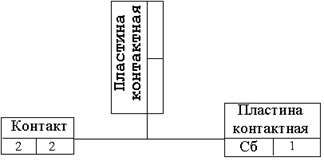
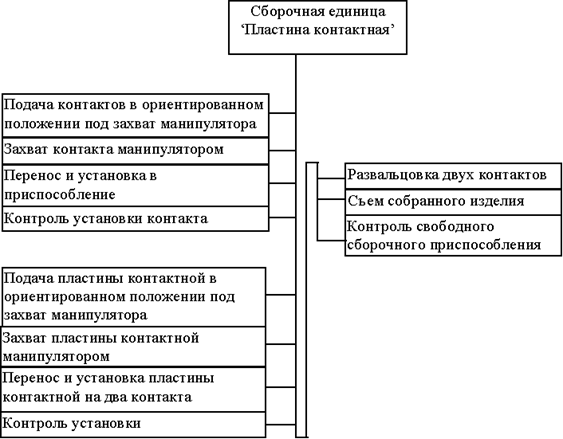
Структурная схема маршрутного техпроцесса автоматической
сборки сборочной единицы ‘Пластина контактная’

Алгоритм работы сборочной машины

Циклограмма работы сборочной машины
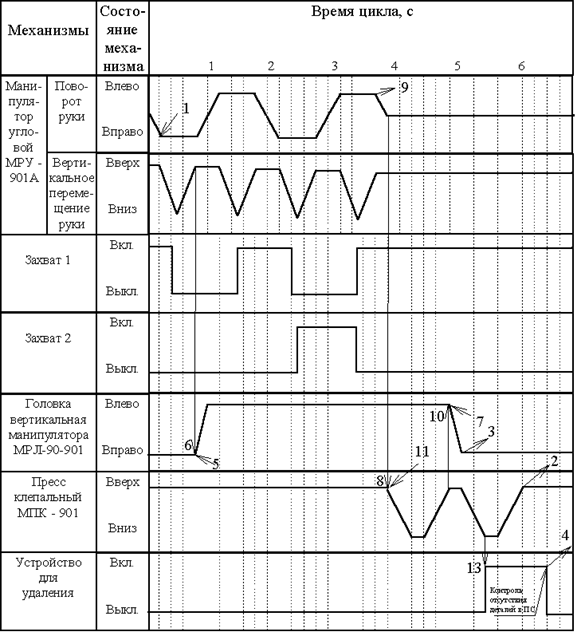
 9. Условия срабатывания механизмов сборочной машины
9. Условия срабатывания механизмов сборочной машины
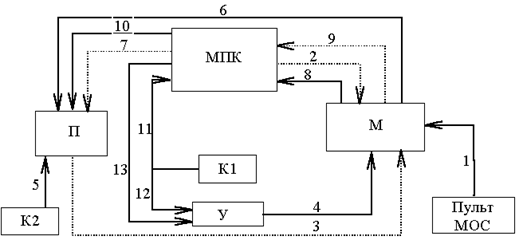
К1 - датчик контроля сборки;
К2 - датчик контроля наличия детали в сборочном приспособлении;
УС - устройство удаления детали;
П - привод перемещения сборочного приспособления;
М - манипулятор МРУ - 901А;
МПК - рабочая головка МПК-901;
Сигналы:
1 - Включение сборочного модуля;
2 - Рабочая головка в исходном положении;
3 - Сборочное приспособление в исходной позиции;
4 - Сдув окончен;
5 - Подтверждение установки детали в сборочное приспособление;
6 - Перевести сборочное приспособление в левое положение;
7 - Рабочая головка в исходном положении;
8 - Запуск рабочей головки;
9 - Манипулятор в исходном положении;
10 - Перевести сборочное приспособление в правое положение;
11 - Подтверждение сборки;
12 - Удаление несобранных деталей;
13 - Удаление собранных деталей;
Расчет технологической характеристики РТК
Ручная сборка - Т1 = 8 с. = 0,133 мин.
Автоматическая сборка - Т2 = 7 с. = 0,117 мин.
Параметры потока отказов
- на период запуска w = 0,06;
tср = 40 c. = 0,667 мин.
- на период устойчивой работы w = 0,01;
tср = 10 c. = 0,167 мин.
.
Стоимость сборочной машины
Складывается из стоимости всех агрегатов:
Ссб = См + Срг + Свб1 + Свб2 + Сп + Сс,
где См - стоимость манипулятора МРУ-901, См = 400 н/ч;
Срг - стоимость клепального пресса МПК-901, Срг = 360 н/ч;
Свб1, Свб2 - стоимость вибробункеров, Свб1 = 24 н/ч, Свб2 = 372 н/ч;
Сп - стоимость привода, Сп = 61 н/ч;
Сс - стоимость стойки, Сс = 47 н/ч;
Ссб = 400 + 360 + 24 + 372 + 61 + 47 = 1264 н/ч.
Стоимость наладки принимаем за  стоимости сборочной машины Сн = 421 н/ч.
стоимости сборочной машины Сн = 421 н/ч.
Цикловая производительность  деталь/мин.
деталь/мин.
Коэффициент производительности  .
.
Коэффициент технического использования 
- на период запуска  ;
;
- на период устойчивой работы  .
.
Коэффициент надежности  , где
, где  - средне время безотказной работы;
- средне время безотказной работы;
- на период запуска  ;
;
- на период устойчивой работы  .
.
Коэффициент использования  ;
;
- на период запуска 
- на период устойчивой работы  .
.
Фактическая производительность Q = Qц hисп
- на период запуска Q = 8,55 × 0,94 = 8,04;
- на период устойчивой работы Q = 8,55 × 0,997 = 8,524.
.
Предельная стоимость РТК
 ,
,
где З1 = З2 = 2000н/ч.
- на период запуска  ;
;
- на период устойчивой работы
 .
.
Максимальная длительность рабочего цикла
 ,
,
- на период запуска  ;
;
- на период устойчивой работы
 .
.
Оптимальное количество станков на одного наладчика

- на период запуска  ;
;
- на период устойчивой работы 
Построение схемы круговой сборочной машины
В качестве сборочной машины выбираем МТК-901 с количеством позиций - 12, со следующей схемой работы:
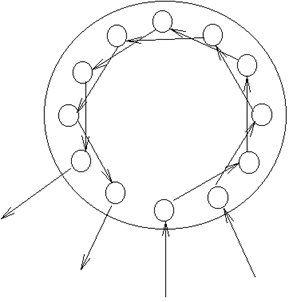
при этом позиции сборочной машины распределятся следующим образом:

1 - Установка первого контакта
2 - Установка второго контакта
3 - Установка пластины контактной (сборка)
4 - Расклепка первого контакта
5 - Расклепка второго контакта
6 - Удаление
Производительность:

где p - количество параллельных потоков, p = 2;
t р - время рабочего цикла, t р = 3 с. = 0,05 мин.
tn - внецикловые потери одного потока
принимаем tn = 0,04 мин. на период запуска и tn = 0,00167 мин. на период устойчивой работы, тогда производительность сборочной машины:
- на период запуска  деталь/мин;
деталь/мин;
- на период устойчивой работы  деталь/мин.
деталь/мин.
Коэффициент производительности  .
.
Стоимость сборочной машины
Складывается из стоимости всех агрегатов:
Ссб = 6´См + 4´Срг + 4´Свб1 + 2´Свб2 + Сс,
где См - стоимость манипулятора МРЛ-90, См = 610 н/ч;
Срг - стоимость клепального пресса МПК-901, Срг = 360 н/ч;
Свб1, Свб2 - стоимость вибробункеров, Свб1 = 24 н/ч, Свб2 = 372 н/ч;
Сс - стоимость круговой машины, Сс = 1800 н/ч;
Ссб = 6´610 + 4´360 + 4´24 + 2´372 + 1800 = 7740 н/ч.
Стоимость наладки принимаем за  стоимости сборочной машины Сн = 2580 н/ч.
стоимости сборочной машины Сн = 2580 н/ч.
Предельная стоимость РТК
 ,
,
где З1 = З2 = 2000н/ч.
- на период запуска  ;
;
- на период устойчивой работы
 .
.
Максимальная длительность рабочего цикла
,
- на период запуска  ;
;
- на период устойчивой работы
 .
.
Оптимальное количество станков на одного наладчика

- на период запуска  ;
;
- на период устойчивой работы  .
.