Цель работы: ознакомиться с технологией нанесения гальванических покрытий
. Общие положения
Сущность процесса нанесения гальванических покрытий. В авторемонтном производстве при восстановлении деталей нашли широкое применение гальванические и химические процессы. Они применяются для компенсации износа рабочих поверхностей деталей, а также при нанесении на детали противокоррозионных и защитно-декоративных покрытий.
Гальванические и химические способы обработки предназначены для восстановления изношенных поверхностей деталей (хромирование, железнение, никелирование); для защиты деталей от коррозии (цинкование, бронзирование, оксидирование):для защитно-декоративных целей (хромирование, никелирование, цинкование, оксидировацие); ддя придания поверхностям дсталей специальных свойств, обеспечиваюших хорошую прирабаты ваемость (меднение, лужение, свинцование, фосфатирование), защиту от науглероживания при цементации (меднение), повышение электрической проводимости (меднение, серебрение), повышение отражательной способности (хромирование, никелирование), цодслоя под другое покрытие (медь, никель) или грунта под окраску
В основе восстановления деталей гальваническими покрытиями лежит процесс электролиза, т.е. прохождения постоянного тока через электролит, связанное с передвижением электрически заряженных частиц – ионов.
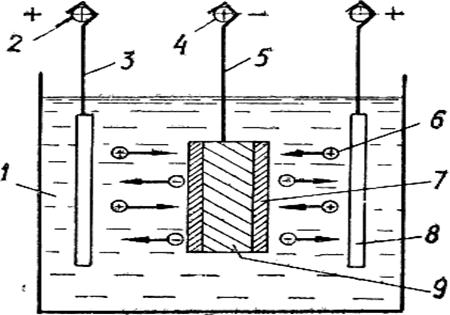
Электролиз — электрохимический процесс (электролиз металлов), протекающий между анодом и катодом (деталью) в электролите (водном растворе соли, кислоты или щелочи) и сопровождающийся выделением на катоде металла (рисунки 1и.2).
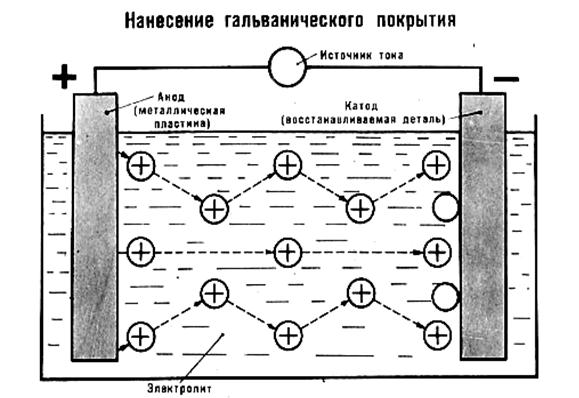
Рисунок.1. Принципиальная схема процесса электролитического наращивания.
|
Рисунок.2. Схема электрохимического осаждения металла:
1—ванна; 2 — Анодная штанга; 3 — Крюк (подвеска) для завешивания анода;
4 — катодная штанга;.5 —крюк подвеска для завешивания детали (катода);
6 — ионы металла (катионы); 7 — покрытие; 8 — Анод; 9 —- деталь (катод).
При прохождении постоянного тока через электролит на аноде 3 происходит растворение металла (переход его в электролит) и выделение кислорода, а на катоде 9 (деталь) — отложение металла и выделение водорода.
Из гальванических процессов наиболее широко применяются хромирование и железнение, а также никелирование, цинкование и меднение. Применяются также химические процессы; химическое никелирование, оксидирование и фосфатирование
Электролитические покрытия п редпочтительнее наплавки, так как:
процессы гальванического осаждения металла не вызывают структурных изменений в деталях,
· позволяют устранять незначительные износы,
· легче поддаются механизации и автоматизации,
· можно получать равномерные по толщине покрытия с широким диапазоном твердости (от 1000 до 12000 МПа), что позволяет восстанавливать большую номенклатуру деталей, значительно от-личающихся конструктивно-технологическими характеристиками и условиями эксплуатации,
· одновременно можно восстанавливать значительное количество деталей,
· применяемые электролиты можно использовать многократно,
· технологический процесс легко поддается механизации и автоматизации.
Недостатки электролитического наращивания:
· сравнительно низкая производительность процесса,
· большой цикл подготовительных операций,
· значительное выделение вредных веществ (хлор, кислотные испарения и т, п.).
Наибольшее распространение получили осталивание (железнение), хромирование, никелирование, меднение, нанесение электролитических сплавов.
Железнение:
- высокая производительность наращивания (скорость осаждения металла 0,2…0,5 мм/ч),
- толстые осадки (до 2 мм и более),
- высокие физико-механические свойства,
- недорогие и недефицитные материалы,
- себестоимость восстановления – 30…50% от стоимости новой детали при одинаковой износостойкости.
Хромирование:
- высокая твердость, жаростойкость, износостойкость покрытий, низкий коэффициент трения;
- осадки хрома обладают повышенной хрупкостью и плохой прирабаты-ваемостью;
- низкий к. п.д.;
- процесс чувствителен к изменениям температуры электролита и плотности тока,
- электролит нестабилен по составу и требует корректировки в процессе электролиза.
Увеличивает износо - и коррозионную стойкость деталей, улучшает внешний вид.
Никелирование:
- высокая твердость, жаростойкость, износостойкость покрытий, низкий коэффициент трения;
- низкая производительность,
- дефицитные материалы,
- электролит нестабилен по составу и требует корректировки в процессе электролиза,
- высокая себестоимость восстановления.
Применятся для защитно-декоративных целей, как подстилающий слой при декоративном хромировании, а иногда для повышения изностойкости и восстановления деталей – поршневых колец, пальцев, плунжеров и т. п.
Безванные способы применяют для восстановления крупногабаритных деталей: коленчатых валов, отверстий корпусных деталей, цилиндров двигателей и др. К безванному осаждению металла относятся три способа: струйный, проточный, натиранием.
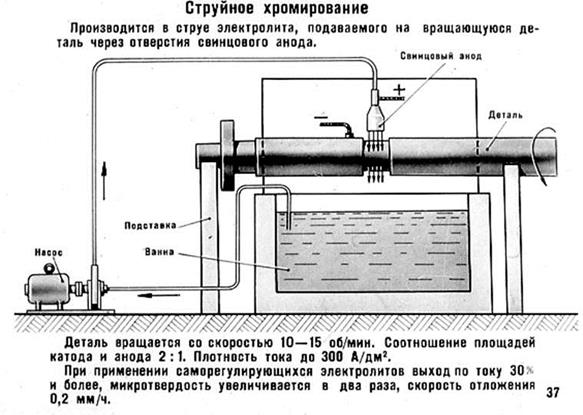
Рисунок 5.3. Струйное хромирование.
В проточном электролите восстанавливают внутренние поверхности цилиндров двигателей (рисунок 5.4) и гидроцилиндров, которые образуют местную ванну для циркулирования электролита. Он нагнетается в полость детали насосом. Расстояние между зеркалом цилиндра (катодом) и стержнем (анодом) должно быть не менее 5...10 мм. При струйном и проточном способах восстановления деталей применяют плотность тока 180...220 А/дм2.
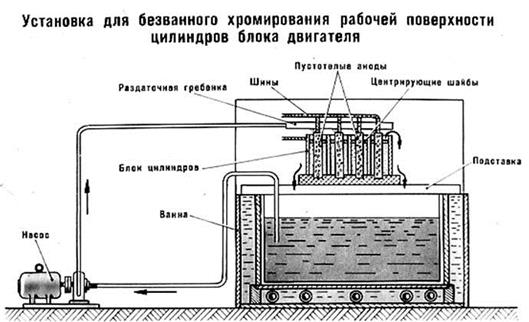
Рис.5.4.Установка для безванного хромирования в проточном электролите.
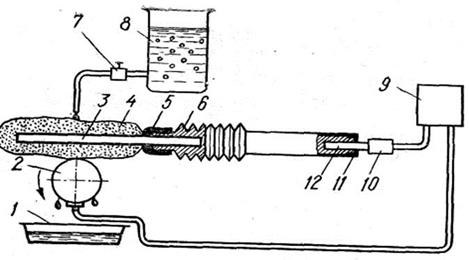
Принципиальная схема наращивания металла э лектролитическим натиранием п риведена на рис. 5.5
Восстанавливаемую деталь закрепляют в патроне станка и подключают к катоду источника постоянного тока 9. Электролит из сосуда 1 с помощью капельницы с краном подается к войлочному тампону 4, Закрепленному в тампонодержателе (анод).
В межэлектродном пространстве между деталью и стержнем (это собственно местная ванна) протекает электрохимическая реакция, в резуль-тате которой на детали наращивается металл.
Этим способом можно восстанавливать и внутренние поверхности (например, отверстия корпусных деталей), при этом применяют подвижный (вращающийся) анод.
Относительное перемещение анода (катода) препятствует росту зерен, структура осадка получается мелкозернистая и ненапряженная, а поверхность очень гладкая, что в отдельных случаях позволяет исключить механическую обработку покрытия.
Рабочая плотность тока при электронатирании — 150...180 А/дм2. Производительность этого способа в 3...4 раза выше, чем ванных.
|
| Рисунок 5.5.. Электролитическое осаждение металла натиранием: 1 — емкость для сбора электролита; 2 — деталь (катод); 3 — графитовый стержень (анод); 4 — тампон; 5 — пластмассовый колпачок; 6 — алюминиевый корпус; 7 — кран; 8 — резервуар с электролитом; 9 — источник тока; 10 — клемма; 11 — пластмассовая гайка; 12 — штеккер для подвода тока к аноду. |
Хромирование. Технологический процесс хромирования включает следующие операции:
1) механическая обработка поверхности;
2) промывка органическими растворителями;
3) изоляция участков, не подлежащих покрытию;
4) монтаж на подвесные приспособления;
5) обезжиривание;
6) промывка в горячей и холодной воде;
7) декапирование;
8) электроосаждение покрытия.
При хромировании в качестве электролита используют водный раствор хромового ангидрида (CrО3) и серной кислоты (Н2SO4). При хромировании используют нерастворимые аноды, изготовленные из сплава свинца с сурьмой.
Изменяя режим электролиза (плотность тока, температуру электролита) можно получить различные хромовые покрытия:
- матовые (серые) отличаются высокой твердостью, хрупкостью и пониженной износостойкостью (некачественные);
- блестящие отличаются высокой твердостью, хрупкостью и износостойкостью. Имеется сетка пересекающихся трещин. Применяется для деталей, работающих на износ;
- молочные отличатся высокой износостойкостью, большой вязкостью и пониженной твердостью. Сетка трещин отсутствует. Для деталей воспринимающих большие удельные давления и знакопеременные нагрузки.
Железнение. Технологический процесс включает следующие операции:
1) механическая обработка поверхности;
2) защита поверхностей, не подлежащих покрытию;
3) обезжиривание в бензине или щелочном растворе;
4) промывка в горячей и холодной воде;
5) монтаж на подвесные приспособления;
6) анодная обработка (травление);
7) промывка в холодной воде;
8) железнение;
9) промывка в горячей воде;
10) нейтрализация;
11) механическая обработка.
В качестве электролита применяют водный раствор хлористого железа (FeCl2×4H2O) и соляную кислоту (НСl) и некоторые другие компоненты. Железнение производят с применением растворимых анодов из малоуглеродистой стали 08 или 10, помещенных в чехлы из стеклоткани для сбора шлама.
Технологические приемы получения износостойких покрытий. Применение ассиметричного периодического тока позволяет путем изменения параметров обратного импульса управлять свойствами покрытий (износостойкость, микротвердость, усталостная прочность), а также увеличить производительность процесса.
Ассиметричный периодический ток получают применением схемы, изображенной на рисунке 5.6.
Рисунок 5.6 – Принципиальная схема установки
для получения ассиметричного периодического тока