Нарезание многозаходной резьбы
Если резьба нарезана в виде одного витка, то такую резьбу называют однозаходной. Встречаются резьбы, нарезанные в виде двух, трех и более отдельных витков, идущих на равных расстояниях один от другого; такие резьбы называют соответственно двухзаходными, трехзаходными, а вообще многозаходными. На рисунке показаны однозаходная (а), двухзаходная (б) и трехзаходная (в) резьбы.
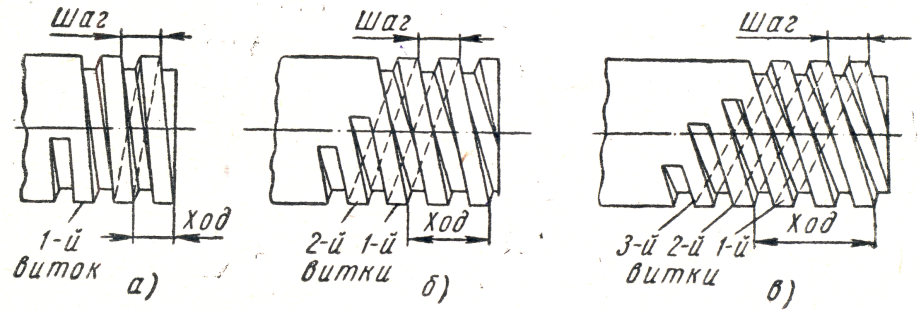
Ходом резьбы называют расстояние, измеренное вдоль оси, между одноименными точками одного и того же витка. Не следует смешивать два понятия — шаг резьбы S и ход резьбы H. Как видно из рисунка у однозаходной резьбы шаг и ход одинаковы, но у многозаходных резьб шаг и ход различны.
Ход резьбы всегда равен шагу, помноженному на число заходов резьбы, т. е.
H = S ∙ к (мм),
где к — число заходов резьбы.
СПОСОБЫНАРЕЗАНИЯ МНОГОЗАХОДНЫХ РЕЗЬБ
У однозаходной резьбы шаг и ход резьбы одинаковы, при этом за один оборот винта гайка перемещается на величину шага. Если перемещение гайки за один оборот должно быть большим, то ход, а следовательно, и шаг однозаходного винта должны быть большими. Чем больше шаг, тем глубже получается резьба (высота резьбы зависит от шага) и тем меньше будет внутренний диаметр винта. Винт с малым внутренним диаметром недостаточно прочен и не может передавать больших усилий.
Для усиления прочности винта применяют многозаходную резьбу. В этом случае шаг, высота резьбы и ее внутренний диаметр соответствуют однозаходной, а ход резьбы во столько раз больше шага, сколько имеется заходов; например, у двухзаходной резьбы ход вдвое больше ее шага, у трехзаходной- втрое больше и т. д.
Нарезание многозаходной резьбы любого профиля начинают так, как если бы требовалось нарезать однозаходную резьбу с шагом, равным длине хода. Нарезав первый виток на полный профиль, отводят резец поперечной подачей на себя и, давая ходовому винту обратный ход, возвращают суппорт в начальное положение. Затем при неподвижном ходовом винте поворачивают деталь при двухзаходной резьбе—на половину оборота, при трехзаходной — на треть оборота и только после этого нарезают второй виток и т. д.
ДЕЛЕНИЕ МНОГОЗАХОДНЫХ РЕЗЬБ НА ЗАХОДЫ
Делить многозаходные резьбы на заходы можно несколькими способами с помощью сменных зубчатых колес; посредством специального поводкового (делительного) патрона; разбивкой по шагу с помощью винта верхних салазок суппорта и др.
1. При делении с помощью сменных зубчатых колес (1) необходимо, чтобы первое ведущее сменное колесо имело число зубьев, которое делится без остатка на число заходов резьбы, например, на три при трехзаходной резьбе. Нарезав первый виток резьбы, проводят мелом риски: риску 3 посредине зуба первого ведущего колеса z1и риску 4 против соответствующей впадины зуба второго колеса z2. Отсчитывают от риски 3 требуемое число зубьев первого колеса (при двухзаходной резьбе половину, при трехзаходной треть и т. д,). Соответствующий зуб отмечают риской 2. После этого снимают первое сменное ведущее колесо с валика и поворачивают шпиндель до тех пор, пока при надевании колеса z1 зуб с риской 2 не совпадет с риской 4 (колеса z2, z3 и z4 при этом остаются неподвижными). После этого снова сцепляют колеса и нарезают второй виток резьбы.

1. Метки на сменных колесах 2. Делительный патрон
2. Деление на заходы можно производить при помощи делительного патрона (2). Патрон устанавливают на шпинделе станка. Он состоит из корпуса 2и передней поворотной части 3. В начале обработки нулевые риски на обеих частях патрона должны совпадать. При нарезании второго витка нужно ослабить гайки 1и 5и повернуть переднюю часть патрона вместе с хомутиком на соответствующий угол.
3. Деление может быть осуществлено и путем продольного смещения резьбового резца на величину шага нарезаемой резьбы. Это смещение производится с помощью верхних салазок суппорта. Величина перемещения отсчитывается по лимбу винта верхних салазок. Применение индикатора повышает точность отсчета.
4. У большинства современных универсальных токарно-винторезных станков на заднем конце шпинделя закреплено кольцо с делениями, позволяющее определить угол поворота шпинделя с достаточно высокой точностью. Деление производят в следующей последовательности: останавливают станок, вращением шпинделя вручную совмещают риску на передней бабке с нулевой отметкой на шкале кольца, устанавливают рукоятку звена увеличения шага резьбы в нейтральное положение, разрывая тем самым винторезную цепь, поворачивают шпиндель с деталью, оценивая угол поворота по делениям кольца, и включением рукоятки звена увеличения шага резьбы вновь замыкают винторезную цепь.