Язык программирования ISO-7bit
1. Общие сведения
2. Формат кадра.
3. Команды и адреса.
4. Вспомогательная функция.
5. Подготовительная функция.
Общие сведения
Устройство числового программного управления (УЧПУ) - устройство, выдающее управляющие воздействия на исполнительные органы станка в соответствии с УП и информацией о состоянии управляемого объекта.
Для программирования современного оборудования используется буквенно-цифровой код ISO 7 bit, разработанный в начале 60-х годов компанией Electronic Industries Alliance с финальной доработкой в начале 80-х годов. Также известен как G или CNC код. В СССР регламентировался ГОСТ 20999-83.
Кадр управляющей программы (кадр) - составная часть УП, вводимая и отрабатываемая как единое целое и содержащая не менее одной команды.
Например:
N010 G1 X10 Y-12 Z-50 М03 F1500;
Слово УП - составная часть кадра УП, содержащая данные о параметре процесса обработки заготовки и другие данные по выполнению управления.
Например:
Y-12 – координата перемещения
G1 – перемещение по прямой лини с рабочей подачей (линейная интерполяция).
F1500 - задание скорости перемещения;
Слово состоит из адресов и команд по этим адресам.
Адрес - часть слова УП, определяющая назначение следующих за ним данных, содержащихся в слове.
Например:
X, Y, Z и т.д. - адреса перемещения по соответствующим координатам;
Команда – часть слова УП, следующая за соответствующим адресом
Например:
010, 10, 03, 1500 и т.д.
Формат кадра
Формат кадра УП (формат кадра) – условная запись структуры и расположения слов в кадре УП с максимальным числом слов.
G01 X200 Y100 F200
G81 X(число) Y( число) Z( число) R( число) F( число) К(число)
G01 X(число) Y(число) F (число)
G02 X(число) Y(число) R (число)
G02 X(число) Y(число) I (число) J(число) F (число)
G81 X100 Y90 R2 Z - 20
CYCLE81 (100, 90, 2,, -20)
Адреса и команды
Металлорежущие станки с ЧПУ могут иметь несколько рабочих органов, перемещающиеся по каждой оси. Если программируются перемещения первых рабочих органов, то применяют буквенные символы Х,Y,Z. Программирование перемещений вторых и третьих рабочих органов по осям X,Y,Z осуществляют соответственно символами U,V,W и P,Q,R.
Символы, A,B,C,D и E служат для адресования информации о вращательных перемещениях вокруг тех или иных осей.
Х, Y, Z – координатные оси первого рабочего органа
¯, ¯, ¯
A, B, C. D, E, - вращение во круг соответствующих координатных осей
¯, ¯, ¯
U, V,W – координатные оси второго рабочего органа
¯, ¯, ¯
P, Q, R – координатные оси третьего рабочего органа
При программировании круговых перемещений необходимо задавать параметры дуги окружности символами I, J, K, которые представляют собой координаты центра дуги окружности относительно ее начальной точки соответственно по осям X, Y, Z. Могут быть как положительными так и отрицательными
Х, Y, Z
¯, ¯, ¯
I, J, K
S – адрес скорости резания или частоты вращения шпинделя
F – адрес подачи
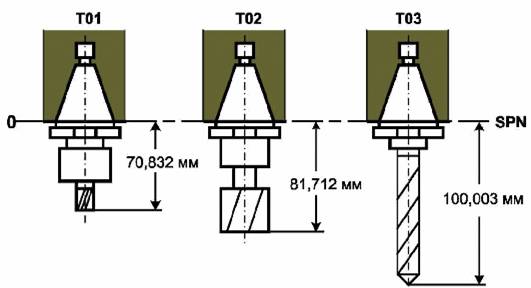
T - адрес инструмента
R – адрес радиуса или другого параметра
Q – адрес параметра
H – адрес корректора на длину
D – адрес корректора на радиус инструмента
N – адрес кадра
G - адрес подготовительной функции
M – адрес вспомогательной функции
P – адрес параметра
Вспомогательная функция
Функции с адресом M – называются вспомогательными и предназначены для управления различными устройствами станка, например вкл/выкл шпиндель, охлаждение, зажим (разжим) патрона (столда) и т.д.
Список стандартных М команд
M00 – останов программы;
M01 – останов по требованию;
M02 – конец программы;
M03 – включить обороты шпинделя по часовой стрелке;
M04 – включить обороты шпинделя против часовой стрелки;
M05 – останов шпинделя;
M06 – разрешение на смену инструмента (фрезерный станок);
M08 – включить охлаждение (как правило СОЖ);
M09 – выключить охлаждение;
M19 – ориентация шпинделя;
М29 – синхронизация частоты вращения шпинделя с перемещением по оси Z:
M30 – завершение программы (перевод курсора на начало программы);
M98 – вызов подпрограммы;
M99 – возврат из подпрограммы в основную программу;
М198 – вызов подпрограммы с внешнего носителя;
Другие команды вспомогательной функции производитель станка описывает в соответствующей технической документации.
Например:
М124 – перевод управления скоростью резания (частой вращения) с основного шпинделя на приводной инструмент (для токарных станков с приводным инструментом).
М123 – перевод управления скоростью резания (частой вращения) с приводного инструмента на основной шпиндель (для токарных станков с приводным инструментом).
Подготовительная функция
Функции с адресом (префиксом) G – называются подготовительными и определяют режим и условия работы станка и системы ЧПУ. Стандартные подготовительные функции лежат в диапазоне G00-G99.
Ниже приведены основные стандартизованные команды подготовительной функции.
G00 – ускоренное перемещение (холостой ход);
G01 – линейное перемещение (рабочий ход);
G02 – круговая интерполяция с движением по часовой стрелке;
G03 - круговая интерполяция с движением по против часовой стрелки;
G04 – останов выполнения программы на заданное время;
G07 – включение цилиндрической интерполяция при токарной обработке
G12 – включение полярной интерполяция при токарной обработке
G13 – выключение полярной интерполяция при токарной обработке
G15 – выключение полярной интерполяции при фрезерной обработке
G16 – включение полярной интерполяции при фрезерной обработке
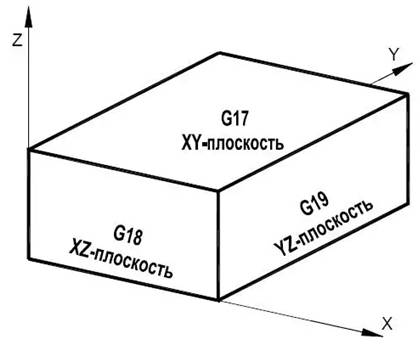
G17 – рабочая плоскость XY (фрезерный станок)
G18 – рабочая плоскость XZ;
G19 – рабочая плоскость YZ (фрезерный станок);
G28 – выход в ноль станка;
G32 - резьбонарезание (токарный станок);
G40 – отмена коррекции на радиус инструмента;
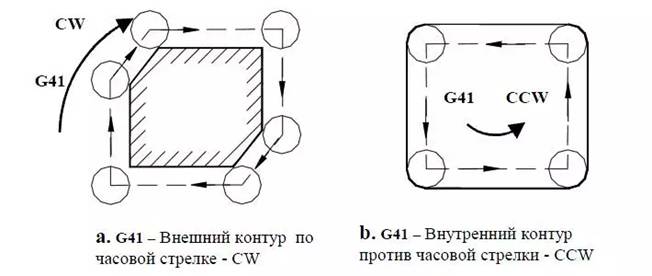
G41 – коррекция на радиус инструмента слева от контура;
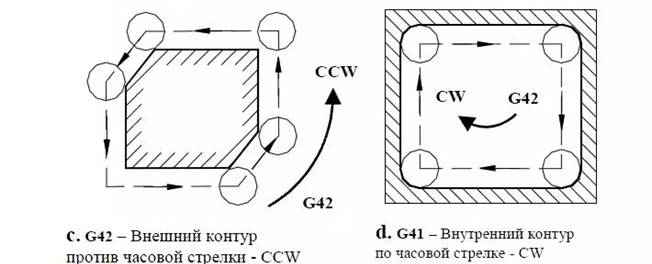
G42 - коррекция на радиус инструмента справа от контура;
G43 – коррекция на длину инструмента положительная (фрезерный станок);
G49 – отмена коррекции на длину(фрезерный станок);
G50 – ограничение частоты вращения шпинделя (для токарного станка)
G54...G59 – установка рабочей системы координат станка;
G70 – цикл чистовой обработки (токарный станок);
G71 – цикл цилиндрического фасонного точения (токарный станок);
G72 – цикл торцового фасонного точения (токарный станок);
G73 – цикл контурного фасонного точения (токарный станок);
G73 – цикл скоростного сверления с периодическим выводом сверла (фрезерная обработка)
G74 – цикл левого резьбонарезания
G76 - цикл прямого чистового растачивания
G80 – отмена циклов сверления;
G81 – цикл сверления (фрезерная обработка)
G82 – цикл сверления с паузой (фрезерная обработка)
G83 – цикл сверления с периодическим выводом сверла из отверстия (фрезерная обработка)
G84 – цикл резьбонарезания (фрезерная обработка)
G85 – цикл растачивания с выводом сверла на рабочей подаче (фрезерная обработка)
G86 – цикл растачивания с выводом сверла на ускоренной подаче (фрезерная обработка)
G87 – цикл обратного чистового растачивания (фрезерная обработка)
G88 – цикл растачивания с выводом инструмента в ручном режиме (фрезерная обработка)
G89 – цикл растачивания – как цикл G81 (фрезерная обработка)
G90 – цикл цилиндрического точения при токарной обработке
G90 – задание перемещений в абсолютных координатах (фрезерная обработка);
G91 – задание перемещений в приращениях от предыдущего значения (фрезерная обработка);
G92 – цикл резьбонарезания при токарной обработке
G94 - цикл торцевого точения при токарной обработке
G94 – подача в мм/мин при фрезерной обработке
G95 – подача мм/об при фрезерной обработке
G96 – выбор постоянной скорости резания при токарной обработке
G97 – выбор постоянной частоты вращения при токарной обработке;
G98 - задание скорости перемещения (подачи) в мм/мин при токарной обработке;
G99 - задание скорости перемещения (подачи) в мм/об при токарной обработке;
G98 – выход в исходную плоскость в постоянном цикле сверления или растачивания при фрезерной обработке
G99 - выход в плоскость отвода R в постоянном цикле сверления или растачивания при фрезерной обработке
Между собой G-коды выделяются в отдельные группы, в пределах которых действие одной функции может отменяться другой, например ускоренное перемещение G00 действует до тех пор, пока в программе не встретится другая функция этой группы G01, G02 или G03. Не допускается использование в одном кадре нескольких функций из одной группы.