В зависимости от модели и свойств материала соединение частей основных деталей выполняют стачным, на строчным или накладным швом, а также швом в замок, двойным или запошивочным.
Стачивание срезов выполняют со стороны детали, на которой ле предусмотрена посадка материала. Если одна из деталей имеет сборки или складки, то стачивание производят со стороны детали со сборками или складками. Рельефы стачивают со стороны бочка в одном и том же направлении для правого и левого рельефов (либо сверху вниз, либо снизу вверх). Перед стачиванием срезов сложной формы они могут быть предварительно сметаны. Рельефные швы полочек и спинок выполняют перед стачиванием с кокетками.
Обрабатывают срезы припусков швов. Швы заутюживают или разутюживают. В изделиях из ткани в клетку, полоску или с рисунком, имеющим определенное направление, при соединении частей основных деталей выполняют подгонку рисунка.
ОБРАБОТКА КАРМАНОВ
Карманы в изделии имеют функциональное и декоративное значение. Их внешний вид, размеры, число и места расположения разнообразны. По технологической обработке различают карманы накладные, в швах, прорезные. Детали всех карманов выкраивают из основного материала. При этом для сокращения числа швов в узле предпочтение отдают цельнокроеным деталям, например накладному карману с цельнокроеной листочкой, подкладкам карманов в боковом шве, цельно кроенным с основными деталями, и т. п. Все видимые срезы карманов закрывают или обрабатывают.
Накладные карманы
Накладные карманы обрабатывают тем или иным способом в зависимости от их формы, ширины шва настрачивания кармана на основную деталь, свойств материалов. Обработка включает в себя отделку верхнего края, являющегося входом в карман, обработку боковых и нижнего срезов, соединение кармана с изделием. Срезы карманов в изделиях из легко осыпающихся материалов обметывают. По припуску на обработку верхнего края кармана может быть проложена клеевая или не клеевая кромка.
Верхний край кармана может быть прямым или криволинейным. Прямой верхний край в зависимости от толщины и степени осыпаемости материала обрабатывают швом в подгибку с закрытым (рис. 2.11, а) или с открытым обметанным (рис. 2.11, б) ср езом. Такой край может быть заутюженным с двойной подгибкой припуска (рис. 2.11, в) или заутюженным с предварительно застроченным верхним срезом кармана швом шириной 1...2 мм (Рис. 2.11, г).
Верхний край кармана обрабатывают цельно кроеной листочкой. В этом случае карман перегибают по линии нижнего края листочки изнанкой внутрь, при утюживают. Подворачивают припуск верхнего края и вкладывают его между листочкой и карманом так, чтобы срез припуска совместился с заутюженным сгибом листочки. Прокладывают строчку, параллельную сгибу листочки, на расстоянии 3,5...5 мм от сгиба (рис. 2.11, д, строчка 7). При этом припуск верхнего края застрачивают. Карман отворачивают и приутюживают так, чтобы образовавшаяся складочка была направлена вниз. По верхнему краю прокладывают отделочную строчку 2 на расстоянии 3,5... 5 мм от края.
Прямой верхний край кармана также обрабатывают обтачным швом в сложную рамку (рис. 2.11, е), отделывают кантом, лентой, кружевом, окантовывают косой бейкой, тесьмой.
Криволинейный верхний край накладного кармана обтачивают подкройной обтачкой или косой бейкой. Обтачка может быть продублирована. Косую бейку оттягивают, придавая ей форму верхнего края кармана. После обтачивания свободный край обтачки или бейки настрачивают накладным швом с закрытым или открытым обметанным срезом (рис. 2.11, ж). В зависимости от модели подкройная обтачка или косая бейка может размещаться как на изнанке, так и на лицевой стороне детали (рис. 2.11, з).
Криволинейный верхний край кармана может быть отделан кантом оборкой, кружевом, окантован косой бейкой или тесьмой.
Способ обработки боковых и нижних срезов карманов выбирают в зависимости от ширины шва настрачивания карманов на основную деталь.
В карманах, настрачиваемых на изделие швом шириной менее 5 мм (рис. 2.12, а), боковые и нижние срезы заутюживают на изнаночную сторону. Ширина припуска заутюживания 7... 15 мм в зависимости от толщины материала. Сначала заутюживают нижний срез, а затем боковые. У кармана овальной формы припуски заутюживают по шаблону-лекалу кармана в готовом виде (без припусков на швы).
В карманах прямоугольной формы с шириной шва настрачивания более 5 мм верхние и нижние углы кармана обтачивают. Швы обтачивания верхних углов располагают параллельно боковым срезам кармана или под углом к ним. Швы обтачивания нижних углов располагают под углом к сторонам кармана (рис. 2.12, б, строчка 2). Излишки припусков в углах высекают, оставляя 5...7 мм, припуски разутюживают. Карман вывертывают на лицевую сторону, углы выправляют, приутюживают с изнаночной стороны и настрачивают на основную деталь (строчка 3). Верхние углы кармана закрепляют (строчка 4).
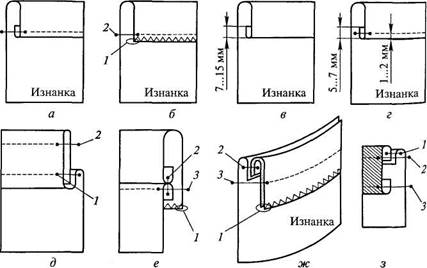
Рис. 2.11. Обработка верхнего края накладного кармана
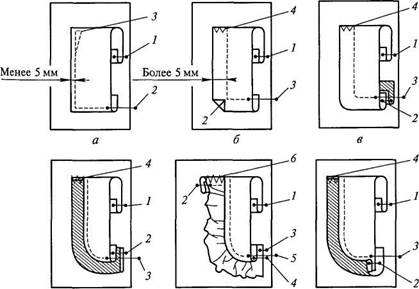
Рис. 2.12. Обработка накладных карманов и соединение их с основными деталями
При настрачивании кармана овальной формы на основную деталь швом шириной более 5 мм боковые и средний срезы кармана обтачивают подкройной обтачкой (рис. 2.12, в).
Края кармана могут быть обработаны кантом (рис. 2.12, г), кружевом (рис. 2.12, д), окантовочным швом с использованием косой бейки (рис. 2.12, ё).
Карманы в швах
Такие карманы размещаются в швах (боковых, швах притачивания кокетки и пр.), складках, рельефах основных деталей. Их размеры и места расположения зависят от модели. Вход в карман может быть отделан листочком любой формы, под кройной обтачкой (прямой или фигурной). Карманы в швах имеют верхнюю и нижнюю или только нижнюю деталь подкладки. Подкладки кармана бывают цельно кроенными с основными деталями или притачными. Размеры и форма верхней и нижней подкладки кармана одинаковы.
Последовательность изготовления таких карманов необычна. Его начинают с обработки входа в карман листочком или обтачкой, если они предусмотрены моделью. Затем к каждой из основных деталей притачивают подкладку кармана. Завершают изготовление кармана соединением основных деталей с одновременным стачиванием подкладок кармана.
Листочка кармана может быть дублированной. По припуску шва притачивания верхней подкладки на основной детали может быть проложена кромка.
При изготовлении простейшего кармана с цельнокроеными подкладками кармана основные детали складывают лицевой стороной внутрь, совмещают срезы и контрольные знаки и прокладывают строчку до первого контрольного знака, отмечающего вход в карман. Затем, не прерывая, строчку прокладывают вдоль срезов цельнокроеных подкладок кармана до второго контрольного знака, после чего продолжают стачивание срезов основных деталей (рис. 2.13, а, строчка 1). Ширина шва 10... 15 мм. Вдоль входа в карман с лицевой стороны основной детали прокладывают отделочную строчку, если она предусмотрена моделью (строчка 2)- Стачанные срезы в изделиях из тонких тканей обметывают, при утюживают и заутюживают. Припуски шва стачивания изделия из толстых тканей обметывают каждый в отдельности (строчки 3, 4)- Для этого надсекают один из припусков шва стачивания у контрольных знаков. В концах кармана с лицевой стороны ставят закрепки (строчки 5). Карман при утюживают. деталям по линии входа в карман стачным (рис. 2.13, б, строчки 1, 2) или на строчным швом. Срезы шва притачивания обметывают (строчки 3, 4). Вдоль входа в карман прокладывают отделочную строчку по лицевой стороне основной детали (строчка 5). Затем стачивают боковые срезы основных деталей с одновременным стачиванием подкладок кармана (строчка 6). Срезы основной детали и подкладок кармана обметывают (строчка 7). В концах кармана ставят закрепки с лицевой стороны изделия (строчка 8). Карман приутюживают.
При отрезных подкладках кармана работу осуществляют в следующем порядке. Подкладки карманов притачивают к основным деталям по линии входа в карман стачным (рис. 2.13, б, строчки 1, 2) или настрочным швом. Срезы шва притачивания обметывают (строчки 3,4). Вдоль входа в карман прокладывают отделочную строчку по лицевой стороне основной детали (строчка 5). Затем стачивают боковые срезы основных деталей с одновременным стачиванием подкладок кармана (строчка 6). Срезы основной детали и подкладок кармана обметывают (строчка 7). В концах кармана ставят закрепки с лицевой стороны изделия (строчка 8). Карман приутюживают.
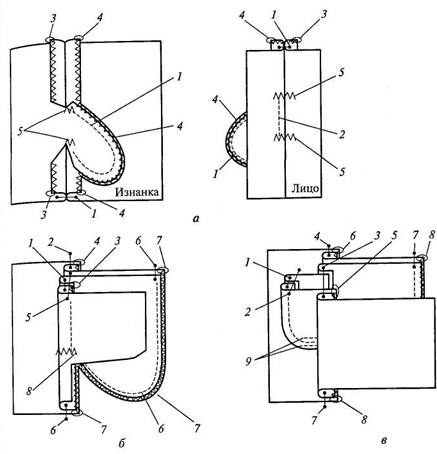
Рис. 2.13. Обработка карманов в швах
При изготовлении кармана с листочком в шве или рельефе используют заранее заготовленную листочку и две подкладки кармана. К верхней основной детали по надсечкам притачивают обработанную листочку и верхнюю подкладку кармана (рис. 2.13, в, строчка 3). К нижней основной детали притачивают нижнюю подкладку кармана (строчка 4). Припуски швов притачивания обметывают (строчки 5, 6). Затем стачивают (строчка 7) и обметывают (строчка 8) срезы основной детали и подкладок кармана. Инаконец, закрепляют концы листочки, настрачивая их на основную деталь (строчка 9).
Прорезные карманы
Прорезными называют карманы, при изготовлении которых нужно прорезать основную деталь. Этот прорез является входом в карман. Изготовление прорезного кармана сводится к обработке двух сторон прореза (двумя обтачками, клапаном и обтачкой или листочкой) и нижней подкладки кармана. Особенности обработки прорезных карманов в изделиях без подкладки состоят в следующем:
все детали карманов, в том числе подкладки карманов, выкраивают из основного материала;
карманы, как правило, не имеют долевиков на изнанке основных деталей, поэтому во избежание растяжения такие детали кармана, как обтачки, верхняя и нижняя подкладки кармана, отрезная подкладка клапана или листочки, выкраивают в долевом направлении;
при выкраивании деталей карманов предпочтение отдают цельнокроеным деталям, таким, как нижняя обтачка, цельно кроенная с верхней и нижней подкладками кармана, подкладка листочки, цельно кроенная с верхней подкладкой кармана, и т.п.;
все срезы прорезных карманов на изнаночной стороне изделия обметывают, окантовывают, застрачивают или закрывают другими деталями.
Различают обработку прорезных карманов с двумя обтачками, с клапаном, с листочком
Прорезной прямой карман с двумя обтачками. Для выполнения такого кармана требуется минимальное число деталей: верхняя обтачка и нижняя обтачка, цельно кроенная с подкладкой кармана.
Обтачки такого кармана в готовом виде должны иметь одну ширину. Если ширина каждой из обтачек в готовом кармане не превышает 5 мм, карман называют прорезным в рамку.
На лицевой стороне основной детали по вспомогательному лекалу размечают место расположения кармана тремя линиями: одна определяет место разреза кармана, две другие, перпендикулярные первой, ограничивают длину входа в карман. Затем наносят еще две вспомогательные линии. Их размещают выше и ниже линии разреза кармана, каждую на расстоянии, равном удвоенной ширине обтачки в готовом виде.
Стороны разреза кармана обтачивают, используя, обтачной шов в кант или в сложную рамку.
Для получения обтачного шва в кант верхнюю обтачку перегибают в продольном направлении изнаночной стороной внутрь, совмещают продольные срезы, обтачку при утюживают.
Нижнюю обтачку, цельно кроенную с верхней и нижней подкладками кармана, перегибают в продольном направлении изнанкой внутрь так, чтобы ширина перегнутого края была равна ширине обтачки в готовом виде плюс 5... 10 мм. Обтачку при утюживают.
Подготовленные обтачки накладывают на основную деталь так, чтобы сгибы обтачек совместились с намеченными вспомогательными линиями, а срезы были обращены к линии разреза. Концы обтачек должны заходить за линии, ограничивающие длину входа в карман, на 15... 20 мм с каждой стороны. Обтачки наметывают и последовательно настрачивают на основную деталь (рис. 2.14, а, строчки 1,2). Расстояние от заутюженных краев обтачек до линий настрачивания должно равняться ширине обтачек в готовом виде. Строчки заканчивают строго у перпендикулярных линий разметки, ограничивающих длину входа в карман, и закрепляют.
После притачивания обтачек проверяют правильность выполнения операции с изнаночной стороны основной детали: строчки должны быть равными по длине и параллельными.
Разрезают вход в карман посередине между строчками с изнаночной стороны детали, начиная от середины кармана к его концам. В концах разреза основную деталь разрезают под углом к строчкам, не доходя до концов строчек 0,5... 1 мм (рис. 2.14, б). Длина надсеченных уголков составляет 10... 15 мм.
В промышленном производстве обтачки не наметывают. Операции притачивания обтачек осуществляют на двух игольном полуавтомате, притачивающем двумя параллельными строчками одну особым способом сложенную обтачку. После притачивания нож полуавтомата разрезает одновременно обтачку и основную деталь.
Обтачки и цельнокроеную подкладку отворачивают на изнаночную сторону основной детали, швы притачивания обтачек выправляют. Концы прореза кармана закрепляют обратной строчкой с изнаночной стороны, подтягивая обтачки и расправляя рассеченные углы основной детали в концах кармана (рис. 2.14, в, строчка 3). При индивидуальном пошиве перед закреплением концов кармана заметывают вход в карман крестообразными ручными стежками.
Цельнокроеную подкладку кармана складывают лицевой стороной внутрь, совмещают ее срезы со срезами верхней обтачки, Подкладку кармана притачивают к припускам шва притачивания верхней обтачки, прокладывая строчку как можно ближе к строчке притачивания (строчка 4). Стачивают боковые срезы подкладки кармана швом шириной 10... 15 мм (строчка 5). Срезы подкладки кармана обметывают с трех сторон (строчка 6).
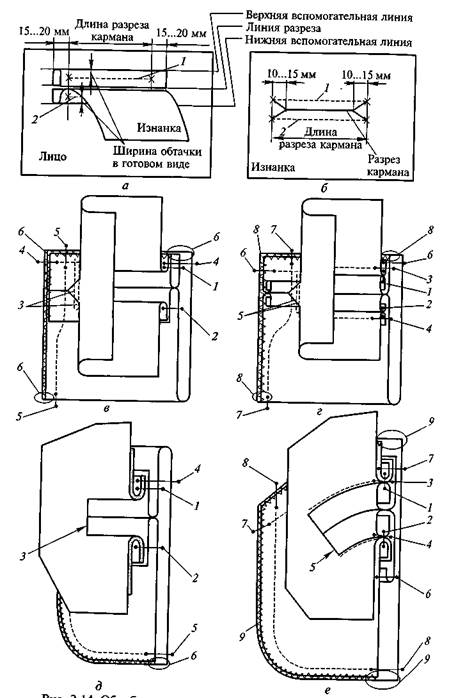
Рис.2.14. Обработка прорезного кармана с двумя обтачками
Прорезной карман с двумя однослойными обтачками. Если основной материал имеет большую толщину, стороны прореза кармана обрабатывают обтачным швом в сложную рамку. В этом случае обтачки притачивают к основной детали без складывания вдвое и заутюживания (рис. 2.14, г, строчки 1,2). После про резания основной детали швы притачивания обтачек разутюживают. Припуски шва обтачивания огибают обтачками и прокладывают закрепляющие строчки (строчки 3, 4). Далее работу проводят в порядке, изложенном выше.
Прорезные карманы с двумя обтачками и застежкой-молнией. Их выполняют так же, как карманы с двумя обтачками.
После обработки прореза кармана одинарными или сложенными вдвое обтачками под края кармана с изнаночной стороны подкладывают и затем настрачивают застежку-молнию. Строчки настрачивания прокладывают с лицевой стороны основной детали по швам притачивания обтачек или параллельно им. Дальнейшую обработку осуществляют в указанной выше последовательности.
Прорезной карман с двумя обтачками, цельно кроенными с подкладками кармана. При использовании основных материалов с очень подвижной структурой под прорез кармана с изнаночной стороны основной детали ставят клеевой или не клеевой усилитель. Он не должен быть виден на изнанке готового изделия. В таких случаях при выполнении прорезного кармана с двумя обтачками применяют следующую обработку. Выкраивают следующие обтачки: верхнюю, цельно кроенную с нижней подкладкой кармана, и нижнюю, цельно кроенную с верхней подкладкой кармана. Обтачки притачивают к основной детали, используя, обтачной шов в кант или в сложную рамку. Основную деталь разрезают, обтачки отворачивают на изнаночную сторону основной детали и закрепляют концы карманов обратной строчкой, затем нижнюю подкладку кармана складывают лицевой стороной внутрь так, чтобы сгиб подкладки кармана перекрывал верхний край усилителя, и притачивают ее к припускам шва притачивания верхней обтачки (рис. 2.14, д, строчка 4). В заключение стачивают и обметывают боковые и нижние срезы верхней и нижней подкладок кармана.
Карман с обтачками с фигурным прорезом. Такие карманы (рис. 2-14, е) обрабатывают двумя под кройными обтачками или обтачками, выкроенными под углом 45° к нитям основы. В этом случае верхнюю подкладку кармана приметывают к изнанке основной детали. После притачивания обтачек (строчки 1, 2) кардан разрезают вместе с его верхней подкладкой. Обтачки отворачивают на изнанку основной детали и выправляют. Обтачки закрепляют строчками 3...5. Срез нижней обтачки подгибают на 7... 10 мм и настрачивают на верхнюю подкладку кармана (строчка 6). Края кармана сметывают косыми или крестообразными стежками. Подкладывают нижнюю подкладку кармана уравнивают ее срез со срезами верхней обтачки и притачивают к припускам верхней обтачки (строчка 7). После этого стачивают боковые и нижние срезы подкладок кармана (строчка 8) и обметывают их (строчка 9). Готовый карман приутюживают с изнанки основной детали.
Прорезной карман с клапаном. В таком кармане нижний срез прореза основной детали обрабатывают обтачкой, цельно кроенной с верхней и нижней подкладками кармана, используя, обтачной шов в кант или в сложную рамку. Верхний срез прореза обтачивают или только клапаном, или верхней обтачкой и клапаном. Клапан, длина которого должна равняться длине входа в карман, изготовляют заранее (см. подразд. 2.1.5). Разметку этого кармана производят на лицевой стороне основной детали так же, как кармана с двумя обтачками.
Готовый клапан (рис. 2.15, а), обтачанный подкладкой (строчка 1) с проложенной по краю отделочной строчкой 2, укладывают на основную деталь лицевой стороной к лицевой стороне. Срезы клапана направляют в сторону линии прореза кармана, совмещают линии разметки клапана и основной детали, притачивают клапан по намеченной линии (строчка 3). При индивидуальном пошиве клапан перед притачиванием приметывают.
Край нижней обтачки, цельно кроенной с верхней и нижней подкладками кармана, перегибают изнаночной стороной внутрь на ширину, равную ширине обтачки в готовом виде плюс 5... 10 мм, и приутюживают. Обтачку укладывают лицевой стороной к лицевой стороне основной детали, срезы обтачки направляют в сторону линии прореза кармана. Обтачку притачивают к полочке (строчка 4). Расстояние от строчки притачивания обтачки до ее сгиба равно ширине обтачки в готовом виде и расстоянию между строчками 3 и 4. Концы строчек притачивания обтачек должны быть закреплены и расположены на уровне боковых сторон клапана.
После проверки качества выполненных строчек притачивания клапана и обтачки основную деталь прорезают со стороны изнанки посередине между строчками притачивания, в концах разреза основную деталь надсекают под углом к строчкам, не доходя до них 0,5... 1 мм.
Обтачки отворачивают на изнаночную сторону основной детали, швы притачивания клапана и обтачки выправляют, концы карманов закрепляют обратной строчкой со стороны изнанки.

Рис.2.15. Обработка прорезных карманов с клапаном, листочкой
Цельнокроеную подкладку кармана перегибают лицевой стороной внутрь, срез подкладки совмещают со срезами клапана, подкладку притачивают к припускам притачивания клапана (строчка 5), прокладывая строчку как можно ближе к шву притачивания клапана.
Подкладку стачивают по боковым срезам швом шириной 10... 15 мм (строчка 6), а затем обметывают с трех сторон (строчка 7). Готовый карман приутюживают с изнанки.
Прорезной карман с клапаном и двумя обтачками. Его изготовляют в такой последовательности (рис. 2.15, б). После притачивания обтачек (строчки 3, 4) в обработанный обтачками прорез вкладывают готовый клапан, срезы которого совмещают со срезами верхней обтачки. Клапан притачивают, прокладывая строчку в шов притачивания верхней обтачки (строчка 6).
Цельнокроеную подкладку кармана подворачивают лицом внутрь, совмещают ее срез со срезами клапана и притачивают (строчка 8). Затем стачивают боковые срезы подкладки (строчка 9) и обметывают их с трех сторон (строчка 10).
Прорезные карманы с листочкой. Их особенность в том, что в отличие от клапана листочку, закрывающую вход в карман, притачивают к нижнему срезу прореза основной детали. К верхнему срезу притачивают нижнюю подкладку кармана. В зависимости от способа обработки боковых сторон листочки различают два вида карманов с листочкой: с в тачными концами и на строчными концами.
Прорезной карман с в тачной листочкой. Его обрабатывают в такой последовательности.
На полочках размечают место расположения карманов по вспомогательному лекалу. Проводят четыре линии: две продольные с расстоянием между ними, равным ширине листочки в готовом виде, и две поперечные, определяющие длину входа в карман. Длина листочки в готовом виде всегда равна длине входа в карман и соответствует расстоянию между поперечными линиями разметки.
Для изготовления такого кармана (рис. 2.15, в) используют листочку, цельно кроенную с ее подкладкой и с верхней подкладкой кармана. Нижнюю подкладку кармана выкраивают отдельно.
Листочку перегибают и складывают ее с подкладкой изнанкой внутрь на ширину, равную ширине листочки в готовом виде плюс 5... 10 мм. Листочку приутюживают. На подкладке листочки намечают линию притачивания. Расстояние от заутюженного края до линии разметки равно ширине листочки в готовом виде.
Листочку укладывают на полочку лицом к лицу так, чтобы срез листочки был направлен вверх, совмещают линии, намеченные на подкладке листочки и на основной детали. В таком положении листочку притачивают (строчка 1). При индивидуальном производстве ее предварительно приметывают.
Нижнюю подкладку кармана укладывают на полочку лицом к лицу и притачивают швом шириной 10 мм (строчка 2). Строчку притачивания подкладки кармана выполняют параллельно строчка притачивания листочки на расстоянии, равном ширине листочки в готовом виде.
Проверяют с изнанки качество выполненных строчек и разрезают основную деталь посередине между строчками, не доходя до кондов строчек 20 мм. В концах выполняют разрезы под углом к строчкам, не доходя до них 0,5... 1 мм. Листочку и подкладку отворачивают на изнаночную сторону, швы притачивания выправляют, концы карманов застрачивают обратной строчкой с изнаночной стороны основной детали (строчка 3). Срезы подкладки стачивают с трех сторон (строчка 4) и обметывают (строчка 5) с четырех сторон.
Если по модели листочка должна быть отстрочена (рис. 2.15, г), то последовательность обработки кармана сохраняется. После закрепления концов кармана (строчка 3) прокладывают отделочную строчку 4 вдоль шва притачивания листочки по лицевой стороне детали. Ширина отделочного шва определяется моделью. Концы строчки закрепляют. После завершения обработки кармана продолжают отделочную строчку вдоль боковых и верхней сторон листочки (строчка 7). Концы строчки закрепляют. Таким образом, прокладывание отделочной строчки осуществляют в два этапа.
Прорезной карман с на строчной листочкой. При его изготовлении используют заранее изготовленную листочку и цельнокроеную подкладку кармана (рис. 2.15, д). Карманы размечают на лицевой стороне основной детали по вспомогательному лекалу тремя линиями — одной продольной и двумя поперечными. На подкладке листочки намечают линию притачивания на расстоянии 10... 15 мм от срезов. Листочку укладывают по разметке срезами вверх лицом к лицу с основной деталью, совмещая размеченные линии. Листочку притачивают (строчка 2). Длина строчки притачивания равна длине листочки. Концы строчки закрепляют. При индивидуальном пошиве листочку перед притачиванием наметывают.
Нижнюю подкладку кармана накладывают лицом на лицевую сторону основной детали и притачивают параллельно шву притачивания листочки (строчка 3). Расстояние между строчками притачивания 10... 20 мм. Основную деталь разрезают посередине между строчками с уголками в концах, припуски листочки и подкладку кармана отворачивают на изнаночную сторону основной детали, швы выправляют. Подкладку складывают лицевой стороной внутрь, ее нижний срез совмещают со срезами листочки. Подкладку притачивают к припускам шва притачивания листочки швом шириной 5... 10 мм (строчка 4).
Концы карманов закрепляют обратной строчкой с изнанки Изделия, одновременно стачивая боковые срезы подкладки кардана швом шириной 10... 15 мм (строчка 5). Срезы шва стачивания обметывают с трех сторон (строчка 6). При индивидуальном Пошиве перед закреплением концов кармана и стачиванием подкладки кармана заметывают вход в карман с лицевой стороны, основной детали.
В конце обработки настрачивают концы листочки на основную деталь с лицевой стороны (строчка 7). Настрачивание производят с использованием различных строчек (одной или нескольких прямолинейных, зигзагообразной, прямоугольной формы и др.) в зависимости от модели.
В некоторых случаях, в частности если листочка имеет фигурную форму, при изготовлении кармана целесообразно использовать следующие детали: листочку, подкладку листочки, цельно-кроенную с верхней подкладкой кармана, нижнюю подкладку кармана. Обработка кармана представлена на рис. 2.15, е. Как видно на рисунке, операция притачивания подкладки кармана к припускам шва притачивания листочки отсутствует. В этом случае подкладку кармана стачивают не только по боковым, но и по нижнему срезам (строчка 5). Срезы кармана обметывают с четырех сторон (строчка 6).
В изделиях из толстых тканей для уменьшения толщины узла в шве притачивания листочки обработку кармана производят следующим образом (рис. 2.15, ж). По продольной линии разметки к основной детали притачивают только листочку (строчка 7). Ширина шва 10... 15 мм. Притачивают нижнюю подкладку кармана швом шириной 10... 15 мм (строчка 2). Разрезают вход в карман посередине между строчками притачивания. Шов притачивания листочки разутюживают. К припуску шва притачивания листочки притачивают подкладку листочки, цельно кроенную с верхней подкладкой кармана (строчка 3). Закрепляют концы кармана, одновременно стачивая подкладку кармана с трех сторон швом шириной 10... 15 мм (строчка 4). Обметывают срезы мешковины с четырех сторон (строчка 5). Настрачивают листочку на основную деталь (строчка 6).
Карманы в изделии должны иметь ровные края, строчки, канты; прочные углы; устойчивый к растяжению вход; не деформирующиеся клапаны, листочки, обтачки. Парные карманы должны располагаться на изделии симметрично.
ОБРАБОТКА ЗАСТЕЖЕК
Застежка имеет функциональное назначение. Она позволяет свободно надевать и снимать одежду. Часто застежке придают вид отделочной детали.
Застегивание одежды выполняют с помощью завязок, пуговиц и петель, кнопок, крючков, карабинов; хлястиков и пряжек, рамок, колец; шнуровки, застежки-молнии, текстильной застежки велкро (липучка). Каждый из этих элементов по-своему закрепляется на основной детали. Элементы застежки прикрепляют не менее чем за два слоя материала.
Завязки, хлястики, застежку-молнию, а также держатели рамок, пряжек притачивают к основной детали или втачивают в шов обтачивания. Текстильную застежку велкро настрачивает. Пуговицы, кнопки, крючки пришивают вручную или на специальном оборудовании. Карабины, специальные пуговицы и кнопки, а также блочки и люверсы, оформляющие отверстия под шнуровку закрепляют на основных деталях заклепыванием. Отверстия под шнуровку, так же как прорезные петли, выметывают вручную или на специальном оборудовании. Прорезные петли могут обтачиваться одной или двумя обтачками. Навесные (воздушные) петли втачивают в швы при обработке срезов или при соединении деталей. Такие петли изготовляют из косой бейки или плетеного шнура.
Расположение застежки на одежде определяется моделью. Иногда в изделиях прилегающего силуэта выполняют две застежки. В зависимости от особенностей технологической обработки различают три вида застежек:
застежка в несквозном разрезе основной детали;
застежка в шве или рельефе;
застежка в сквозном разрезе основной детали.